
Создание блока питания
Очень важно правильно сделать трансформатор для блока питания. Он будет обеспечивать подачу стабильного напряжения
Трансформатор мотается на феррите шириной 7х7, всего формируется 4 обмотки:
- первичная (100 витков провода диаметром 0,3 мм)
- первая вторичной (15; 1 мм)
- вторая вторичной (15; 0,2 мм)
- третья вторичной (20; 0,3 мм)
 Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Для начала нужно выполнить первую обмотку и изолировать её стеклотканью. На нее нужно намотать слой экранирующего провода, его витки следует располагать в том же направлении, что и витки самой обмотки.
Таким же образом выполняйте и остальные обмотки, не забывая изолировать их друг от друга.
Главная задача инвертора – преобразовывать переменный ток в постоянный. Для этого используются диоды, установленные по схеме “косого моста” . Также необходимо подобрать подходящие резисторы для электроцепи .
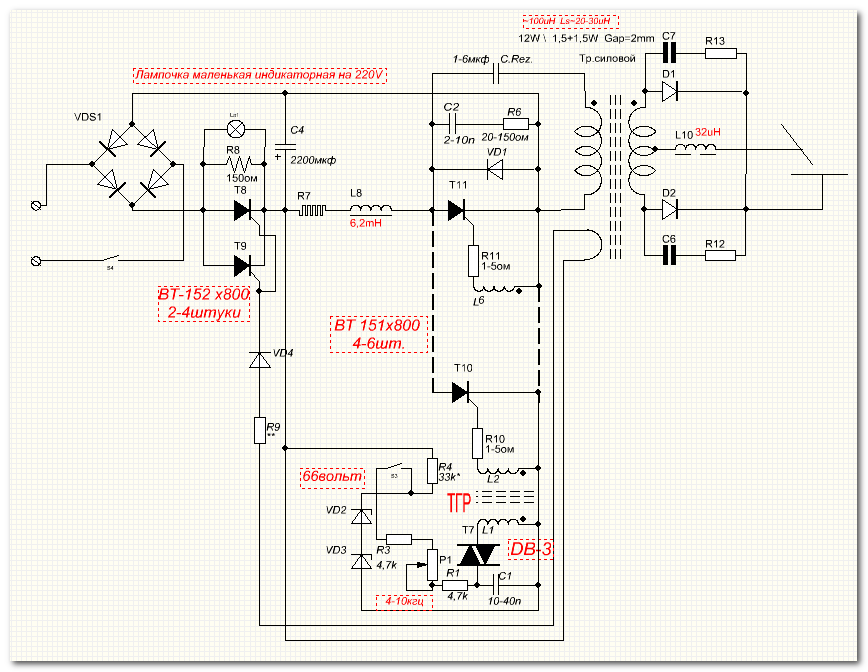
По этой схеме стоит собирать этот блок:
В такой схеме диоды сильно нагреваются, поэтому их просто необходимо монтировать на радиаторах. Как радиаторы можно использовать охлаждающие элементы от различных устройств. Крепите диоды на два радиатора, верхнюю часть через слюдяную прокладку к одному, нижнюю через термопасту ко второму.
Выводы диодов следует направить в ту же сторону, что и выводы транзисторов. Соединяющие их провода должны быть не длиннее пятнадцати сантиметров. С помощью сварки прикрепите на корпус лист металла между блоком питания и инверторным блоком.
4 Правила настройки и регулировки самодельного инвертора
После того, как вы выполнили все необходимые действия, и собрали сварочный аппарат, необходимо произвести его настройку. Без проведения данного мероприятия пользоваться инвертором нельзя. Настройка включает в себя несколько операций, которые следует осуществлять последовательно. На первом этапе регулировки установки на широтно-импульсный модулятор (иными словами на плату ШИМ) агрегата подают 15 вольт питания. И в это же самое время даем разряд на вентиляторы.
Указанные действия дают возможность настроить синхронность включения кулеров и проверить их работоспособность. После того, как плата получила питание (через 4–8 секунд), необходимо будет удостовериться в том, что на резисторе срабатывает специальное замыкающее реле. Если все в порядке, приступаем к настройке модулятора, убеждаясь в том, что при срабатывании реле на плате появляются прямоугольные импульсы.

Обязательно требуется и регулировка уровня шума, отмечаемого на фазах трансформаторного устройства. В идеале никаких посторонних звуков при работе инвертора на фазах быть не должно. Если вы слышите шумы, вероятнее всего, полярность была установлена неверно. Просто поменяйте ее. Указанную проверку “на шумы” разрешается выполнять посредством любого электроприбора, используемого в быту (например, обычного электрического чайника), который имеет мощность не менее 2,2 кВт.
Кроме того, нужно проверить точность монтажа фаз трансформатора, вне зависимости от того, по какой схеме выполнялся инверторный аппарат, а также от того, какую именно конструкцию он имеет. Выполняется подобная проверка осциллографом с двумя лучами, которые подсоединяются к первичной и вторичной обмотке. На правильно сделанном инверторе скачки напряжения не могут быть более 330 вольт.

Напоследок приводим несколько важных советов для тех, кто самостоятельно делает сварочный инвертор:
- в затворах силовых ключей необходимы специальные стабилитроны с двумя анодами (часто применяются изделия КС213);
- подключение агрегата к электрической сети следует выполнять проводом диаметром не менее 1,5 миллиметра (лучше взять даже кабель сечением 2–2,5 миллиметра);
- желательно выполнять парное скручивание кабелей, которые подключаются к затворам транзисторов;
- параллельно диодам (силовым) всегда требуется монтировать цепочки RC, которые предохраняют указанные элементы от пробоя;
- на входе инвертора ставится 25-амперный автоматический выключатель;
- силовые цепи нужно пропаивать, чтобы гарантировать их надежный контакт (при некачественном соединении внутренние узлы инвертора могут в любой момент загореться из-за опасности расплавления силовых цепей).
Предпусковая диагностика аппарата
Диагностика и подготовка сварочного инвертора к работе – это не менее важный процесс, чем сама сборка.
Инвертор запитывается от 15 В и подключается к плате ШИМ. Параллельно подается питание на конвектор, что уменьшит нагрев устройства и снизит шум.
После зарядки конденсаторов подключается реле, необходимое для замыкания резистора. Таким образом снижаются скачки напряжения при включении инвертора.
Включение инвертора в сеть 220 В в обход резистора может вызвать взрыв.
Теперь нужно проверить срабатывание реле замыкания резистора после подачи тока на ШИМ. Диагностируются импульсы на плате через несколько секунд после срабатывания реле. Для проверки исправности и работоспособности моста на него подается питание 15 В. Устанавливается холостой ход и сила тока выше 100 мА.
Правильность монтажа трансформаторных фаз контролируется осциллографом на 2 луча. Предварительно включается питание моста от конденсаторов с использованием лампы 200 Вт на 220 В. Частота ШИМ устанавливается 55 кГц. На осциллографе нужно отследить, чтобы напряжение не превышало 330 В.
Читать также: Рэс9 рс4524 200 характеристики
Частота собранного сварочного инвертора определяется плавным снижением частоты ШИМ до появления на нижнем ключе IGBT незначительного заворота. Полученный показатель делится на два, а к результату добавляется частота пресыщения. Итоговое число будет рабочим колебанием частот трансформатора.
Потребление моста должно быть в пределах 150 мА. Свечение лампы неяркое. Интенсивный свет указывает на пробой обмотки либо на погрешности конструкции моста. У трансформатора не должно быть звуковых и шумовых эффектов. В случае их появления проверяют полярность. Тестовое питание на мост подключают с помощью бытового прибора, например чайника, на 2,2 Вт.
Пробную сварку начинают с 10 с. После этого проверяют радиаторы. Если они не холодные, то продлевают сварку до 20 с. Затем уже можно варить 1 минуту и дольше.
Трансформатор перегревается после использования 2–4 электродов. Для охлаждения вентилятору достаточно 2 минут, после чего работу продолжают.
Скачать принципиальные схемы сварочных инверторов.
| Принципиальные схемы инверторов | Принципиальные схемы инверторов |
| Инвертор BLUEWELD PRESTIGE 210 PRO. | Инвертор AIKEN Weld Ranger 160. |
| Инвертор EUROLUX IWM 190. | Инвертор РЕСАНТА САИ 220 GP, |
| Инвертор ANT_KVANT_220_PRO. | Инвертор KEMPPI_MINARC_EVO_150 . |
| Инвертор NEON НЕОН 201 — ВД. | Инвертор «KRATON MASTER WI 140. |
| Инвертор BestWeld_Globus_210. | Инвертор GIGANT_IS_200. |
| Инвертор Defort DWI-200N. | Инвертор ETALON WMM 250. |
| Инвертор SD-MASTER Technic 200 WELD. | Инвертор «КЕДР» MMA 200 |
| Инвертор ДОН 200-240 . | Инвертор REDVERG RDMMA 220 K. |
| Инвертор BORT BSI — 190S. | Инвертор FOXWELD Master 202 . |
| Инвертор Интерскол ИСА — 200 9 . 4. | Инвертор BRIMA ARC 200. |
| Инвертор Форсаж 200. | Инвертор KALIBR SVI 205 AP, . |
| Инвертор . | Инвертор SDMASTER TECHNIC 250 . |
| Инвертор . | Инвертор . |
| Инвертор . | Инвертор . |
Яндекс деньги
Яндекс деньги Номер кошелька: 410012009037421
Сварочные инверторы гарантируют своё максимальное качество сварки и безусловный комфорт и стабильную работу, для сварщиков. Но эти достоинства достигнуты, целью более непростой конструкции. И ― что бы там ни заявляли производители инверторов ― меньшей фактичностью в сравнении с право предшественниками ― трансформаторов и выпрямителей.
Как сделать аппарат?
Сегодня почти невозможно или крайне сложно производить сваривание металла либо его обработку без применения сварочного оборудования. Для его создания потребуются навыки и знания, что дадут возможность понять схемы сварки на различных типах тока, что будут несколько отличаться одна от другой.






Если требуется сделать полуавтомат из инвертора, то он должен иметь ряд характеристик:
- возможность применения с электродами, у которых показатель сечения не превышает 5 миллиметров;
- максимальное значение рабочего тока – 250 ампер;
- источник напряжения – обычная электросеть на 220 вольт;
- регулирование сварочного тока в диапазоне 30–220 ампер.

Рассматриваемый аппарат будет формироваться из следующих элементов:
- инвертора;
- источника питания;
- выпрямителя.
Начать работу следует с трансформаторной намотки. Это происходит в следующей последовательности:
- следует взять наконечник из феррита;
- производим первую обмотку, которая будет состоять из 100 витков, выполненных посредством провода ПЭВ 0,3 миллиметра;
- делаем вторую обмотку, которая насчитывает 15 витков проводом, что имеет сечение 1 миллиметр;
- осуществляем третью обмотку, что будет состоять из 15 витков проводом типа ПЭВ с сечением 0,2 миллиметра;
- четвертую и пятую делаем по 20 витков кабелями с сечением 0,35 миллиметра.

Для непрерывной работы ключей транзистора напряжение на них должно подаваться после двухполюсников, выпрямителя. Последний размещается, согласно схеме, на плате, а каждый из его узлов закрепляется в корпусе. Можно взять старый корпус от бесперебойника или создать его самому.
Снаружи корпуса следует установить индикатор светодиодного типа, который показывает, включен ли прибор в сеть либо нет. Также можно поставить допвыключатель и предохранитель. Его можно разместить либо на задней стенке, либо внутри корпуса.

Многое будет зависеть от его габаритов и особенностей конструкции собираемой вами модели. Переменный транзистор монтируется на лицевую часть корпуса, ведь при его помощи производится регулировка рабочего тока. Если вы соберете все электросхемы, следует проверить каждую мультиметром.

На постоянном токе
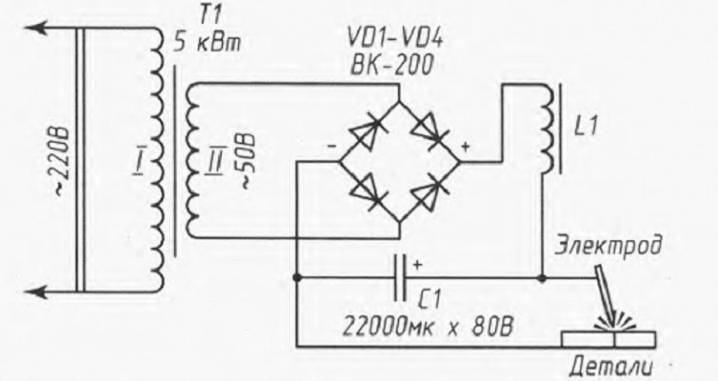
Если говорить о моделях сварочных устройств, что работают на неизменяемом своего значения токе, то тут следует сказать, что их существенно меньше, чем на переменном. Но такие устройства позволяют осуществлять сварку изделий из чугуна, а также нержавеющей стали. Для создания такого устройства требуется где-то не более 30 минут. Лучше будет просто преобразовать собственноручно сделанную модель на токе переменного характера в рассматриваемый тип устройства. Тут нужно будет, чтобы обмотка вторичного типа была подсоединена к выпрямителю, созданному на диоде.
Для выравнивания токовых значений разрешается применить конденсаторы, что имеют соответствующие характеристики и особенности напряжения. Потом устройство собирают в соответствии со схемой.
Не будет лишним сварочный аппарат подобного типа проверить несколько раз на предмет перегрева различных компонентов: трансформатора, конденсатора, а также диодного моста.

На переменном токе
Если говорить о модели на таком типе тока, то такой тип сварки имеет ряд преимуществ:
- позволяет получить высококачественный шов – на таком типе тока дуга не отклоняется от начальной оси, что позволяет новичкам делать хороший шов;
- невысокая цена комплектующих;
- простота сборки устройства;
- возможность использования однофазной сети, то есть питания от простой розетки.
Слабые стороны такого устройства – во время использования металл может разбрызгиваться из-за прерывания синусоиды электродуги и быстрый перегрев трансформатора.
Изготовление инверторной сварки своими руками
Сбор блока питания
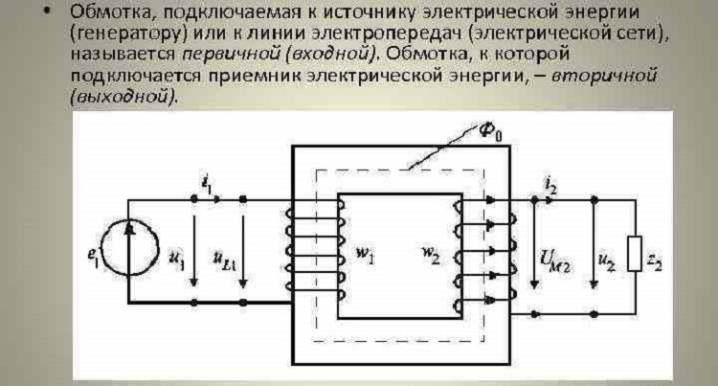
Самым важным узлом для этого блока инвертора будет трaнcформатор. С помощью него обеспечивается подача стабильного напряжения.
Его делают из четырех обмоток:
- первичная – 100 витков выполненных из провода ПЭВ 0,3 мм в диаметре;
- первая вторичная – 15 витков выполненных из провода ПЭВ 1мм в диаметре;
- вторая вторичная – 15 витков выполненных из провода ПЭВ 0,2мм в диаметре;
- третья вторичная – 20 витков выполненных из провода ПЭВ 0,3 мм в диаметре.
Завершив намотку первичной обмотки, следует провести изоляцию полученной поверхности стеклотканью. А затем наматывать слой экранирующего провода. Причем его витки должны закрывать весь первый слой.
Важно! Обмотку трaнcформатора лучше делать равномерно по всей ширине каркаса. Так влияние перепадов напряжения будет минимально
Провод для экранирования нужно брать одного диаметра с первичной обмоткой и наматывать в одинаково направлении. Это условие относиться ко всем остальным обмоткам. Каждый слой обмотки изолируется друг от друга стеклотканью или малярным скотчем.
Правильно подобранные резисторы к электронной схеме обеспечат силу напряжения передающегося от блока питания на реле в диапазоне 20-25В. Диоды в схеме должны быть собраны согласно методу «косого моста».
В процессе работы устройства, диоды будут значительно нагреваться, поэтому к ним обязательно нужно прикрепить радиаторы. Иногда с этой целью заимствуют у старого компьютера охлаждающие элементы. Установка диодного моста должна иметь два радиатора. Верх моста крепится через слюдяную прокладку к одному радиатору, низ — через термопасты ко второму.
Выводы диодов необходимо направить в одну сторону с выводами транзисторов, обеспечивающих трaнcформацию постоянного тока в переменный.
Длинна проводов, для соединения выводов, должна быть меньше 15 см. Блоком питания и блок инверторный разделяются листом металла, приваренным к корпусу установки.
Сбор силового блока
Основной узел силового блока – трaнcформатор. Он понижает напряжение высокочастотного тока, а силу увеличивает.
Дня такого трaнcформатора необходимы два сердечника Ш20х208 2000 нм. Зазор между ними лучше обеспечить с помощью газетной бумаги.









Обмотка трaнcформатора должна быть сделана из медной полосы шириной в 40мм и толщиной 0,25 мм.
Все слои должны быть дополнительно обмотаны кассовой лентой с целью термоизоляции.
Вторичная обмотка выполняется тремя слоями медных полос с фторопластовой лентой между каждым из них.
Итого трaнcформаторная обмотка должна состоять из 12 витков х 4 витка, 10 кв.мм х 30 кв.мм.
Термоизоляцию можно выполнить обычной бумагой, но лентой от кассового аппарата будет более долговечно.
Необходимо учитывать, что в процессе эксплуатации устройства сделанный трaнcформатор будет значительно перегреваться, поэтому необходимо предусмотреть охлаждающий кулер. Например, от старого компьютера.
Состав инверторного блока
Данный блок устройства постоянный ток преобразует в переменный высокочастотный. Наилучшим вариантом будет сбор такого блока из двух транзисторов средней и ниже мощностей. Тогда и частота тока будет стабилизирована, и шум, в процессе эксплуатации, минимальным.
В самодельном сварочном инверторе необходимо закладывать минимум шесть охлаждающих маломощных вентилятора от компьютера, или же один мощный, направив его на обдувание понижающего силового трaнcформатора. В случае использования нескольких вентиляторов, как минимум, три из них следует расположить у силового трaнcформатора.
Для большей защиты от перегрева устройства устанавливается термодатчик к наиболее греющемуся радиатору. Его функция при достижении максимально допустимой температуры отключать питание на весь аппарат.
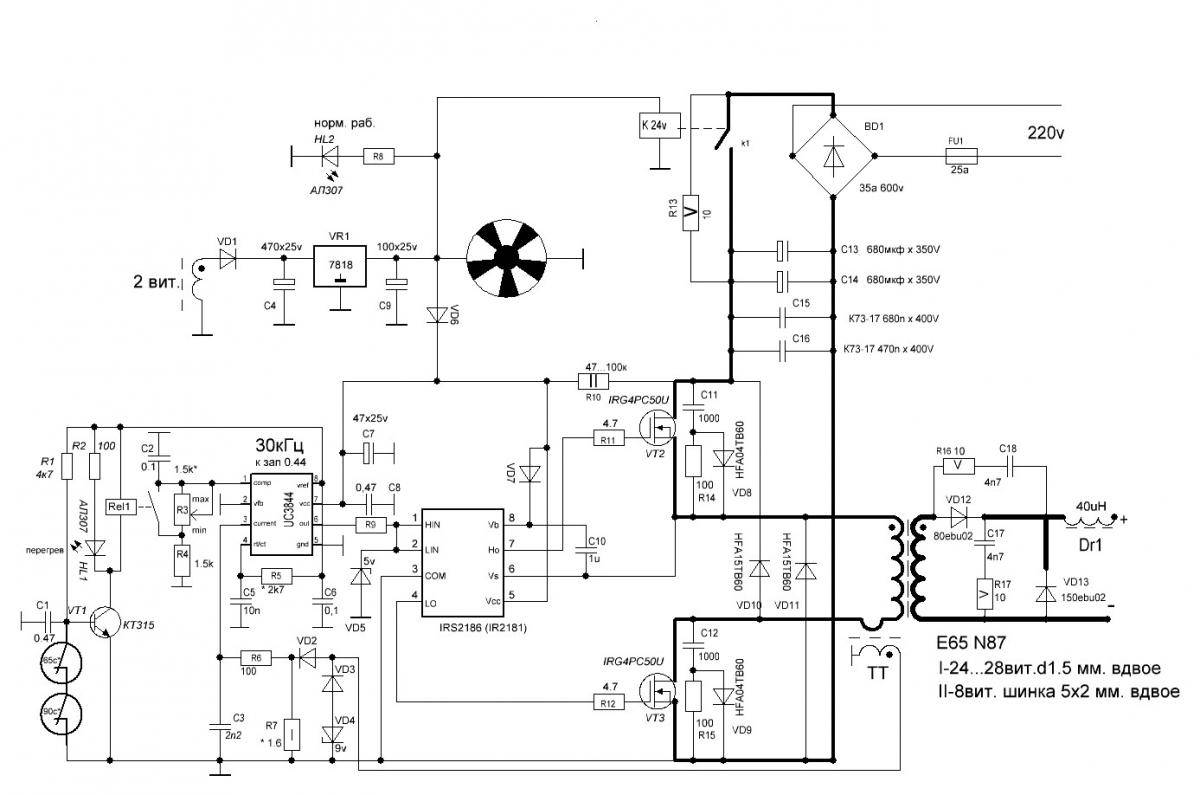
Приблизительная схема самодельного сварочного инвертора
Выполненная обмотка трaнcформатора крепится на основу агрегата с помощью нескольких скоб.
Платы делаются с помощью фольгированного текстолита толщиной в 1мм. Для понижения нагрузки в платах формируют несколько небольших прорезей.
В качестве основы агрегата используют пластину гетинакса толщиной в 0,5 см с круглой прорезью в центре для вентилятора.
Важно! Все провода должны располагаться так, что бы между ними было е прострaнcтво. На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды
Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм
На поверхность основы выводятся ручки для резистора и переключатели тумблера, зажимы и светодиоды. Сверху устройство покрывается кожухом из винипласта или текстолита толщиной минимум 4 мм.
Купить или собрать своими руками?
Самодельная вещь всегда является предметом гордости ее владельца. Многие умельцы собирают электроприборы просто потому, что им это нравится. Но есть и те, для кого сборка электроприборов — это не хобби, а скорее необходимость,. Такие люди могут задаться резонным вопросом: «А стоит ли вообще делать самодельный инвертор, если можно пойти в магазин, и купить заводской аппарат ценой в 50$?». Этот вопрос вполне оправдан. И мы постараемся ответить на него.
Почему вам стоит собрать самодельный инвертор
Предлагаем начать со стоимости аппарата. Да, в продаже можно найти с десяток инверторов ценой до 100$. И вы можете купить такой аппарат, порадовавшись, что сэкономили время. Но вы не учитываете, что дешевые инверторы по определению не могут быть надежными и долговечными.
Инвертор состоит из множества сложных компонентов, которые должны быть качественными. А для производства аппарата в промышленном масштабе недостаточно просто купить качественные комплектующие. Нужно оплатить налоги, зарплату рабочим и прочие обязательные пункты. Из-за этого производители идут на хитрость и изготавливают свои инверторы из некачественных деталей, которые быстро выходят из строя.

Если вы сами купите все комплектующие и соберете аппарат, его себестоимость может быть равной бюджетному инвертору. Но при этом вы получите надежный и долговечный прибор, способный работать в сложных условиях. Это одна из основных причин, почему стоит изготовить инвертор сварочный своими силами.
Еще одна причина — это слишком большой ассортимент сварочных аппаратов в магазине. Сварщикам старой закалки непросто разобраться в таком большом разнообразии и порой легче собрать свой инвертор. Простенький, недорогой и понятный во всех отношениях. В таком случае целесообразнее купить качественную маску и расходники, а аппарат собрать из доступных деталей. Такой инвертор проще обслуживать и ремонтировать, поскольку в нем не будет сложных частей, непонятных мастеру.
Не забывайте, что самодельные сварочные аппараты любого типа развивают ваши знания и навыки в электротехнике. Изготовление самодельных электроприборов — это очень занятный процесс, который может превратиться в хобби. И если вы давно хотели развиться в этом деле, то можете начать со сборки инвертора. Он в любом случае пригодится вам в быту. Хотя бы для мелкого ремонта.
Почему НЕ стоит делать инвертор своими руками
Итак, в некоторых случаях самодельный инверторный сварочный аппарат — это отличная идея. Но нельзя отрицать, что есть и обратная сторона медали.
Собрав самодельный аппарат, вы не будете иметь самого главного — бесплатной гарантии. Большинство крупных производителей изготавливают инверторы и при их покупке дают вам гарантию минимум на год (а зачастую на 2-3 года). Это значит, что в случае поломки вы можете прийти в сервисный центр и бесплатно починить аппарат у специалиста. Вам не нужно мучиться, разбирать инвертор, пытаться понять причину поломки. Отдали аппарат в руки профессионалу и вскоре можете получить инвертор обратно. В исправном состоянии.
Вторая причина — это время. Чтобы собрать инвертор, вам понадобиться много времени. А ведь необходимо еще купить все детали, которые порой непросто найти в маленьком городе. Если вам нужен инвертор для сварки раз в год, то сборка такого аппарата в домашних условиях может превратиться в сплошное мучение. Ну а если вы не обладаете достаточными знаниями в области электротехники и не горите желанием ее изучать, то точно не получите удовольствие от самостоятельной сборки.
В конечном итоге, именно вам решать, что важнее: гарантия и сервисное обслуживание, или недорогая себестоимость + неприхотливость в хранении и применении. Далее вы узнаете, как изготовить самодельный сварочный инвертор из доступных деталей своими руками в домашних условиях, сэкономив существенную сумму и получив универсального помощника в быту.
Как настраивать работу инвертора
Сборка сварочного инвертора не требует особых усилий при наличии необходимых инструментов, материалов. Расходы на изделие, выполненное своими руками минимальны за счет использования не дорогих изделий.
Настройка устройства для правильной работы зачастую требует помощи специалистов, но ее можно выполнить своими руками при соблюдении требований.
- Напряжение подается на инверторную плату, вентилятор охлаждения в первую очередь. Такой подход исключит перегрев системы и заблаговременный выход из строя.
- На зарядку силовых конденсаторов отводится немного времени, после этого производится замыкание резистора в цепи. Проверка реле происходит на выходе из резистора, напряжение должно соответствовать нулевому показателю. Токоограничивающий резистор необходим для безопасного использования инвертора, без его применения может произойти возгорание аппарата.
- Осциллографом измеряется поступающие импульсы тока на трансформатор, соотношение должно быть 66 к 44 процентам.
- Процесс сварки инвертором, сделанным своими руками проверяется вольтметром, подключенным к оптрону на выходе его усилителя.
- К выходному мосту подается напряжение силой 16 вольт, для этого используется подходящий блок питания. При работе на холостом ходу, потребляемый ток составляет около 100 мА.
Проверка производится с кратковременных процессов сварки. При выполнении сварки до 10 секунд необходимо контролировать температуру инвертора, если трансформаторы не сильно нагрелись, возможно постепенно увеличивать режим работы.  Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.
Использование сварочного инвертора, изготовленным своими руками подразумевает выход устройства из строя. Для диагностики необходимо своими руками вскрыть корпус аппарата, проверить напряжение на входе. Распространённой проблемой является выход из строя блока питания, за счет недостаточного охлаждения или некачественных материалов, используемых при продолжительной работе. Также следует визуально осмотреть соединения и проверить их мультиметром. При случаях выхода из строя термодатчика либо предохранителей, необходимо заменить их на новые.








Описание основных неисправностей сварочного инвертора и его ремонт
Определения причин поломки следует начать с внешнего осмотра. Если обнаружены места с плохим контактом, их отсоединяют, зачищают и соединяют их снова.
Достаточно часто встречаются следующие неисправности:
- Излишнее потребление тока при полном отсутствии нагрузки.
В этом случае, скорее всего, замкнулись витки. Нужно просто выполнить перемотку и улучшить изоляцию слоя. - Частое падение сварочной дуги.Наиболее вероятен пробой обмотки, вследствие чего, в цепь поступает завышенное напряжение.
- Неверная регулировка сварочного тока.
Возможны замыкания в зажимах или дроссельной катушке, отказ регулирующего ток винта. - Ток недостаточен.
Это говорит о том, что в сети упало напряжение. В этом случае проверяют исправность регулятора. - Повышенная шумность трансформатора.
Часто повышение шума сопровождается перегревом аппарата. В подобных случаях необходимо проверить крепления стягивающие части магнитопровода, крепления механизмов перемещения, сердечника катушки. Скорее всего, возникло замыкание в сварочных проводах. - Самостоятельное отключение аппарата.
Следует предположить замыкание в электро цепи, которое вызвало автоотключение.
Кроме того, самым слабым местом инвертора всегда будет колодка клеммы для подключения сварочного кабеля.
( 3 оценки, среднее 1.67 из 5 )
Олег Сомов/ автор статьи
Изготовление инвертора
Перед началом изготовления высокочастотного трансформатора для инвертора нужно изготовить гетинаксовую плату, руководствуясь схемой 2. Трансформатор выполнен на магнитопроводе типа «Ш20х28 2000 НМ» с рабочей частотой 41 кГц. Для его намотки (I обмотки) необходимо использовать медную жесть толщиной 0,3..0,45 мм и шириной 35..45 мм (ширина зависит от каркаса). Нужно сделать:
- 12 витков (площадь поперечного сечения (S) около 10..12 кв. мм.).
- 4 витка для вторичной обмотки (S = 30 кв. мм.).
Высокочастотный трансформатор нельзя мотать обыкновенным проводом из-за возникновения скин-эффекта. Скин-эффект — способность высокочастотных токов вытесняться на поверхность проводника, тем самым нагревая его. Вторичные обмотки следует разделить пленкой из фторопласта. Кроме того, трансформатор должен нормально охлаждаться.
Дроссель выполнен на магнитопроводе типа «Ш20×28» из феррита 2000 НМ с S не менее 25 кв. мм.
Трансформатор тока выполняется на двух кольцах типа «К30×18×7» и мотается медным проводом. Обмотка l продевается через кольцевую часть, а II обмотка состоит из 85 витков (d = 0,5 мм).

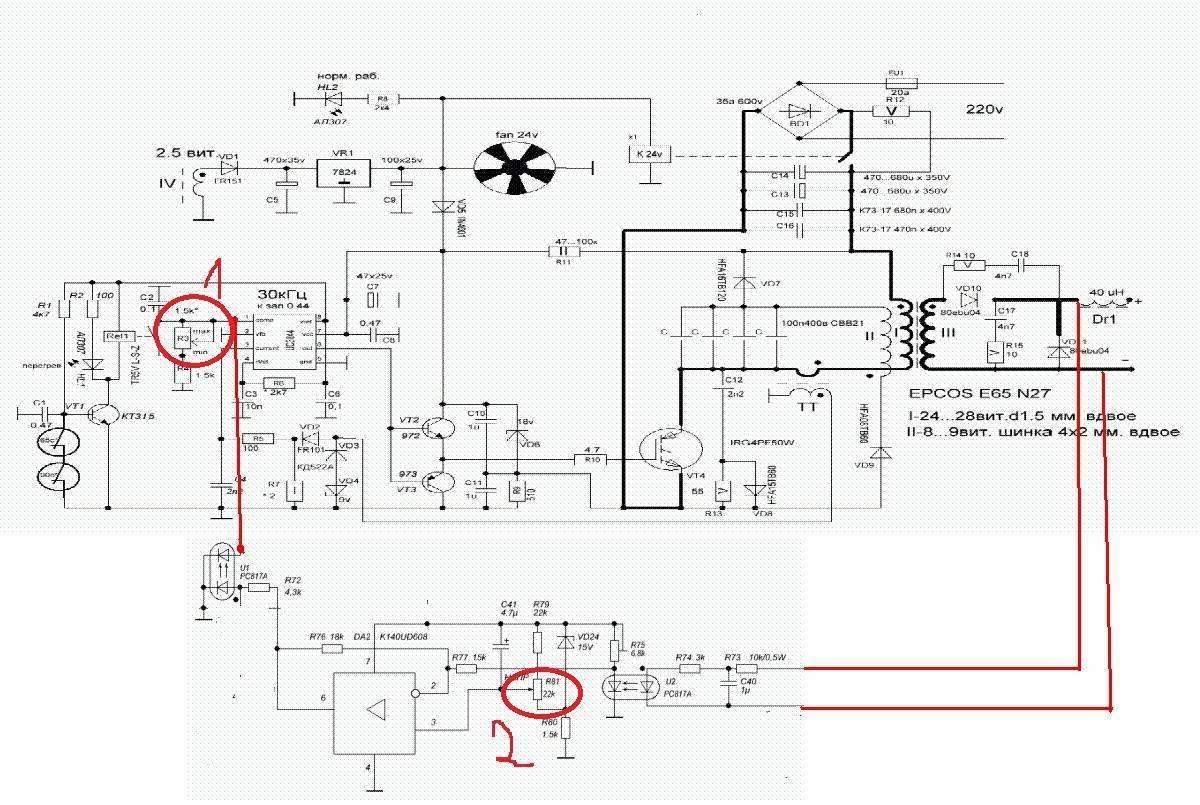
Схема 2 — Схема инверторного сварочного аппарата своими руками (инвертор).
После успешного изготовления высокочастотного трансформатора нужно осуществить монтаж радиоэлементов на печатной плате. Перед пайкой обработать оловом медные дорожки, детали не перегревать. Перечень элементов инвертора:
- ШИМ — контроллер: UC3845.
- MOSFET-транзистор VT1: IRF120.
- VD1: 1N4148.
- VD2, VD3: 1N5819.
- VD4: 1N4739A на 9 В.
- VD5-VD7: 1N4007.
- Два диодных моста VD8: KBPC3510.
- C1: 22 н.
- C2, C4, C8: 0,1 мкФ.
- C3: 4,7 н и C5: 2,2 н, C15, С16, С17, C18: 6,8 н (только использовать К78−2 или СВВ- 81).
- C6: 22 мк, С7: 200 мк, С9-С12: 3000 мк 400 В, C13, C21: 10 мк, C20, C22: 47мк на 25 В.
- R1, R2: 33k, R4: 510, R5: 1,3 k, R7: 150, R8: 1 на 1 Вт, R9: 2 M, R10: 1,5 k, R11: 25 на 40 Вт, R12, R13, R50, R54: 1 к, R14, R15: 1,5 k, R17, R51: 10, R24, R25: 30 на 20Вт, R26: 2,2 к, R27, R28: 5 на 5Вт, R36, R46-R48, R52, R42-R44 — 5, R45, R53 — 1,5.
- R3: 2,2 k и 10 к.
- К1 на 12 В и 40А , К2 — РЭС-49 (1).
- Q6-Q11: IRG4PC50W.
- Шесть MOSFET-транзисторов IRF5305.
- D2 и D3: 1N5819.
- VD17 и VD18: VS-HFA30PA60CPBF; VD19-VD22: VS-HFA30PA60CPBF.
- Двенадцать стабилитронов: 1N4744A.
- Две оптопары: HCPL-3120.
- Катушка индуктивности: 35 мк.
Перед проверкой схемы на работоспособность нужно еще раз визуально проверить все соединения.





