
Отличия от трансформаторного сварочного оборудования
Принцип работы сварочного аппарата основан на параметрах мощности силового трансформатора — главного элемента конструкции. В катушке индукции проявляется зависимость между напряжением и силой тока: чем выше показатель силы, тем меньше характеристики напряжения. Это изменение и позволяет проводить сварочные работы.

Инвертор отличается тем, что в схеме появилась возможность получить ток высокой частоты через двойное преобразование электропотока. Процесс позволяет установить трансформатор небольшого веса. Стандартный сварочный агрегат с катушкой весом 21 кг подает на электрод ток в 160 ампер, при использовании инвертора аналогичный показатель силы образуется при установке трансформатора весом в 400 г.
ТРЕБОВАНИЯ ОХРАНЫ ТРУДА ПЕРЕД НАЧАЛОМ РАБОТЫ
2.1. Проверить наличие и исправность средств индивидуальной защиты, надеть их и полагающуюся по нормам спецодежду и спецобувь, привести все в порядок. 2.2. Спецодежда должна быть огнеупорной, сухой, чистой, без карманов, брюки — без отворотов, спецобувь — с изолирующей подошвой и железным носком. 2.3. Застегнуть спецодежду на все пуговицы, не допуская свисающих концов одежды, волосы убрать под головной убор, брюки опустить поверх обуви. 2.4. Не закалывать одежду булавками, иголками, не держать в карманах одежды острые, бьющиеся предметы. 2.5. Получить задание от руководителя на выполнение работ со сварочным аппаратом и инструктаж об условиях ее выполнения. 2.6. Расположить аппарат на ровной поверхности, принять меры, исключающие его опрокидывание. 2.7. Произвести внешний осмотр аппарата и убедиться в исправности (целостности) его основных элементов: корпуса, сетевых кабелей, электрододержателя, клемм и др. 2.8. Подготовить сварочный аппарат к работе, подключить необходимые кабели и другое оборудование согласно руководству по эксплуатации завода-изготовителя. 2.9. Подключить сварочный аппарат к сети. Подключение должен производить работник, имеющий группу по электробезопасности не ниже III. 2.10. При подключении оборудования заземление следует производить в соответствии с Правилами технической эксплуатации электроустановок потребителей. 2.11. Проверить наличие и пригодность сварочных электродов, достаточность их количества. 2.12. Произвести установку электрода в электрододержатель, предварительно убедившись в том, что источник питания отключен. 2.13. Проверить работу местной вытяжной вентиляции. Вентиляцию следует включать не менее чем за 5 минут до начала работы. 2.14. Проверить наличие и исправность (целостность) инструмента, оснастки, необходимых приспособлений. Удобно разместить их. 2.15. Подготовить необходимые для выполнения работ защитные средства и приспособления. 2.16. Подготовить рабочее место для безопасной работы: — произвести его осмотр, убрать все лишние предметы, не загромождая при этом проходы; — проверить подходы к рабочему месту, пути эвакуации на соответствие требованиям охраны труда; — проверить наличие и исправность ограждений и предохранительных устройств; — проверить наличие сигнальных средств; — удалить все легкогорючие предметы и материалы из области сварки; — проверить наличие противопожарных средств, аптечки; — установить последовательность выполнения операций. 2.17. Проверить внешним осмотром: — отсутствие свисающих оголенных проводов; — достаточность освещения рабочего места; — надежность закрытия всех токоведущих и пусковых устройств оборудования; — наличие и надежность заземляющих соединений (отсутствие обрывов, прочность контакта между металлическими нетоковедущими частями оборудования и заземляющим проводом); — отсутствие посторонних предметов вокруг оборудования; — состояние полов (отсутствие выбоин, неровностей, масляных пятен и др.). Если пол скользкий, его необходимо вытереть или посыпать опилками. 2.18. Произвести пробный пуск сварочного аппарата, убедившись в исправной работе всех его узлов, возможности регулирования цикла сварки. 2.19. Обо всех обнаруженных неисправностях оборудования, инвентаря, электропроводки и других неполадках сообщить своему непосредственному руководителю и приступить к работе только после их устранения. 2.20. Работы на сварочном аппарате должны быть организованы в соответствии с требованиями действующих технологических документов (норм, инструкций, регламентов), утвержденных в установленном порядке. 2.21. Запрещается приступать к работе на сварочном аппарате при наличии следующих нарушений требований охраны труда: — отсутствии или неисправности защитного щитка, сварочных проводов, электрододержателя, а также средств индивидуальной защиты; — отсутствии или неисправности заземления корпуса сварочного трансформатора, вторичной обмотки, свариваемой детали и кожуха рубильника; — недостаточной освещенности рабочих мест и подходов к ним; — отсутствии ограждений рабочих мест, расположенных на высоте, и оборудованных систем доступа к ним; — пожаровзрывоопасных условиях; — отсутствии вытяжной вентиляции в случае работы в закрытых помещениях.
Что такое сварочная ванна
Сварочный шов представляет соединение, которое образуется при нагреве металла до расплавленного состояния. Процесс сварки осуществляется с помощью электрода, который состоит из двух частей.
- Сердцевина, представляющая металлический стержень.
- Специальное покрытие, которое предотвращает попадание кислорода в сварочную ванну. Все электроды изготавливаются из металлов, обладающих высокой токопроводимостью. Это необходимо для того, чтобы электрический ток направлялся именно к месту свариваемого шва.
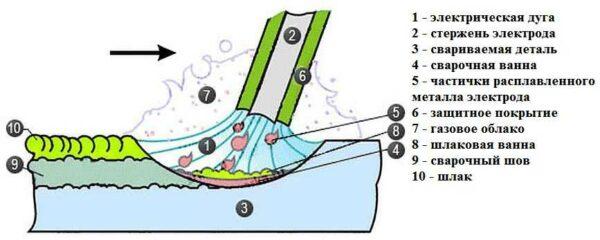
Хотя сам процесс электрической сварки довольно сложный, в целом его можно представить следующим образом.
- Электрод совершает контакт со свариваемой поверхностью;
- Под воздействием высоких температур обмазка стержня начинает плавиться.
- Данный процесс сопровождается выделением газа, который ограничивает попадание кислорода к свариваемому участку;
- Расплавленное покрытие остаётся на поверхности шва и защищает его от попадания кислорода после завершения работ. Такой расплавленный слой называется шлаком.
Сама сварка металла — очень сложный процесс. При его проведении необходимо знать множество тонкостей. Качество шва зависит от целого ряда факторов. Один из них – обе свариваемых детали должны быть равномерно прогреты до одинаковой температуры. Наплавление металла должно проходить так, чтобы валик равномерно расплавился в разные стороны. Кроме того, нужно учитывать тот факт, что электрод во время сварки плавится, и дуга постоянно перемещается в сторону шва. Поэтому нужно постоянно слегка приближать его ближе к деталям. Выполнение широкого шва тоже имеет свои специфические особенности. Для этого необходимо обучиться сварке кругами или зигзагами.
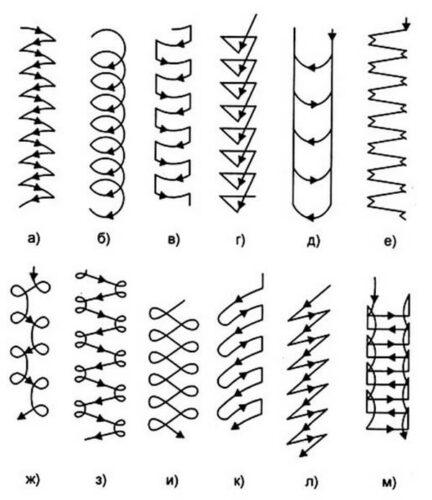
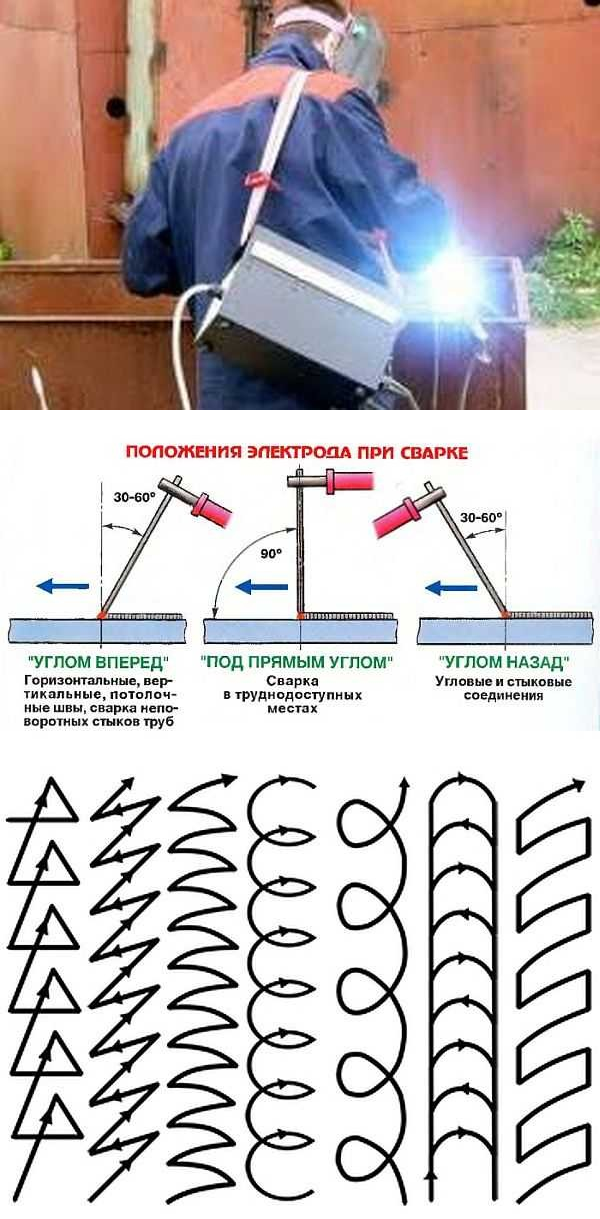
Варианты перемещения электрода при сварке
Грамотная организация рабочего места

Чтобы выполнять сварку инвертором новичку необходимо правильно организовать свое рабочее место. Это лучше всего делать на металлическом столе. Кабель массы подсоединяется к ножке, благодаря чему сохраняется постоянный контакт с изделием, даже если его придется крутить и переворачивать.
Для держателя стоит предусмотреть прорезиненную подкладку или крюк, чтобы сварщик мог положить его и работать двумя руками. Класть держатель со включенным аппаратом на стол нельзя ввиду замыкания.
На рабочем месте нужны:
- молоток для отделения шлака;
- щетка по металлу;
- кейс с электродами;
- мел;
- пластина для розжига.
Важно убрать все легковоспламеняющиеся предметы, потому что горящие окалины и капли жидкого шлака высокой температуры разлетаются в радиусе до 2 м. Рядом со столом устанавливают ведро с песком, чтобы засыпать возможное возгорание
Тушить водой огонь не стоит ввиду наличия тока на изделии и столе.
Сварку инвертором лучше выполнять стоя или сидя, чтобы был упор под рабочую руку. Это позволит не шататься и выдерживать правильное расстояние между кончиком электрода и изделием. Ведение шва сидя на корточках значительно ухудшает результат у новичка.
Над рабочим местом важно создать вытяжку, которая будет отводить газы от расплавленного металла и обмазки в сторону (если это происходит не на улице). Когда поблизости работают другие люди стоит позаботиться об ограждении, чтобы свет от дуги не бил им в глаза
Инструкция по созданию правильного сварочного шва
Схема профиля сварного шва.
При работе со сварочным инвертором все нужно делать в соответствии с технологией, иначе будут появляться различные дефекты. Линия ванны во время сварки находится ниже поверхности основного металла.







Образование шва происходит под воздействием дуги, когда она глубоко и интенсивно проходит в основной металл и толкает ванну назад. Ввиду этого при выполнении сварочных работ мастер должен следить за тем, чтобы шов располагался на уровне металла. Для создания идеального шва нужно использовать зигзагообразные и круговые движения. При выполнении круговых движений следите за уровнем сварочного шва. Ванну нужно равномерно распределять по кругу.
Если вы будете создавать зигзагообразный шов, контролируйте его образование сначала с одной стороны, затем сверху ванны, после этого с другой стороны и т.д. Помните о том, что ванна следует за теплом.
Если металла электрода не хватает для заполнения ванной, в процессе движения поперек формируется подрез. Для исключения появления подобной канавки контролируйте внешние границы и тщательно следите за ванной. В случае необходимости ее толщину можно уменьшить.
Манипуляция ванной выполняется при помощи силы дуги, находящейся на конце рабочего электрода. Если вы наклоните электрод, ванна станет толкаться, а не тянуться. Чем вертикальнее вы будете держать электрод при работе, тем менее выпуклым будет получаемый шов. При расположении электрода вертикально под ним будет собираться все тепло. Это позволит вдавливать ванну вниз, хорошо проплавлять и распространять все вокруг.
При небольшом наклонении электрода, вы будете направлять силу назад. Из-за этого сварочный шов приподнимется. Слишком сильный наклон не позволит нормально контролировать ванну.
Если вам нужно сдвинуть ванну назад либо получить плоский шов, электрод нужно наклонять под разным углом.
Начинайте работать с угла в 45-90°. Такие углы дают возможность нормально следить за ванной и выполнять работу.
Начнем с выбора сварочного аппарата
Какой аппарат и какую маску купить, чтобы реализовать свои идеи? И планы были большие: давно хотел приготовить мангал из старого бака, стол из металлического профиля и пару металлических табуретов. С этими мыслями я отправился на какую-то ерунду в OBI и наткнулся на продажу компактного сварочного аппарата Wert. Устройство в комплекте с маской хамелеона стоило чуть больше трех тысяч рублей. Я планировал потратить две тысячи долларов на маску и пять тысяч на сварщика. Поэтому не долго думая купил набор за такие деньги.Итак, чтобы приступить к приготовлению, мне понадобились:
- сварочный аппарат,
- маска
- рабочие перчатки (желательно перчатки сварщика, они у меня уже были),
- электроды.
Азы
Сварка инвертором для начинающих на инверторе осваивается существенно легче, чем на морально устаревшем трансформаторе или выпрямителе. Чтобы учиться варить, лучше взять отходы черного металла средней толщины- 2-5 мм, и на первых уроках освоить простые прямые швы в положении «сверху», встык и внахлест.
Когда простые приемы, как варить инвертором, будут освоены и начнут получаться с постоянным качеством, можно переходит к освоению более сложный уроков: заварить вертикальные и наклонные швы, сварка тонких листов, многослойная сварка деталей большой толщины и других.
Полярность
Прямая полярность подразумевает подключение электрода к разъему «-», а заготовки к «+». Электроны в этом случае движутся от электрода к заготовке. Разогрев металла получается более интенсивным, область расплава – узкая и глубока. Такое подключение используется при работе с заготовками большой толщины, а также для резки металла.
Обратная полярность означает, что «-» подсоединяется через зажим к заготовке, а «+» подключается к электроду. Электроны двигаются от детали к электроду, область расплавления становится мельче и шире. При этом снижается опасность прожигания тонколистовых заготовок
Скорость подачи электродов
Скорость движения электрода выбирается так, чтобы в рабочую зону поступало достаточное количество расплава для формирования шовного материала. Если перемещать электрод слишком быстро, металл не успеет прогреться, шов получится мелким, так называемый «непровар».
Если же скорость будет недостаточной, металл будет перегреваться, повысится расход сварочных материалов и возрастет риск прожога и деформации заготовки малой толщины.
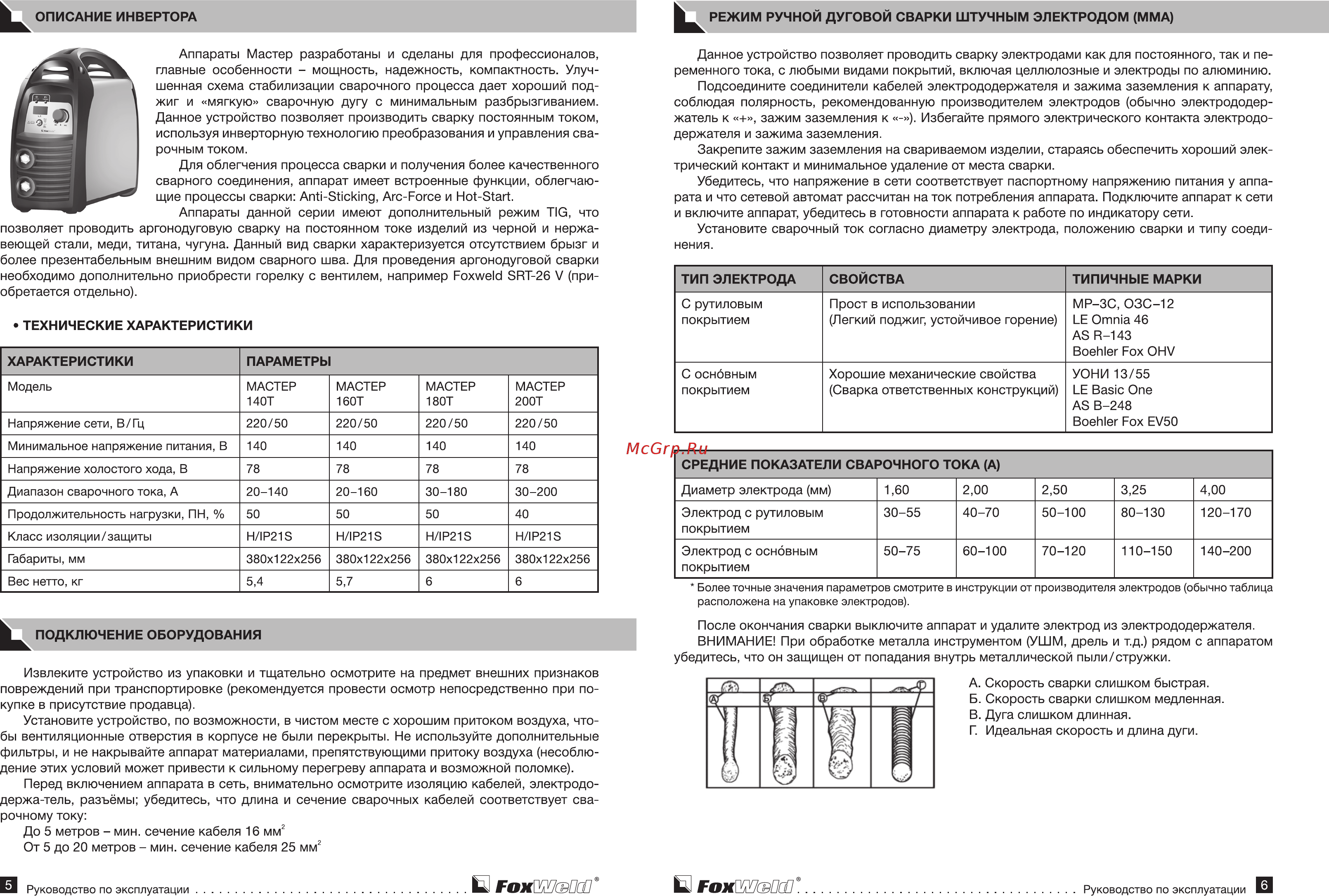
Сила тока
Этот параметр выбирают в зависимости от толщины заготовки и электрода по таблице.
Более сильный ток повышает глубины проплавления металла, при этом электрод можно вести быстрее. При превышении оптимальных значений также возможен перегрев металла и прожог.
На практике точное значение подбирают, учитывая конфигурацию изделия и климатические условия.
С чего начать
Перед началом работ необходимо закрепить зажим «заземления» на детали, которую требуется варить. Далее на сварочном аппарате устанавливается ток нужной величины. Его размер напрямую зависит от того, насколько глубокий и прочный шов необходимо выполнить, а также какой вид и толщину металла требуется варить. На сварочном аппарате всегда имеется специальный тумблер, поворачивая который, можно добиться нужных параметров тока.
Также особого подхода требует выбор электрода для сварочных работ. Высококвалифицированному специалисту приходится пользоваться электродами различной длины и диаметра в зависимости от сложности предстоящих работ. Обычно на упаковке всегда имеется таблица с достоверной информацией о том, какая сила тока нужна для каждого отдельного вида электрода.
Для того чтобы начать работу необходимо правильно зажечь дугу. Необходимо поднести электрод к месту будущего шва и как бы чиркнуть им об поверхность. После того, как загорелось пламя, следует обязательно приподнять конец электрода на расстояние не более 5 миллиметров от поверхности. Теперь можно начинать работать. Если держать электрод на большом расстоянии от поверхности, можно получить слишком выпуклый шов, который плохо соединяет свариваемые поверхности. Размер дуги не должен также быть маленьким, так как шов будет слишком вдавлен в поверхность, а, значит, будет достаточно хрупким. Кроме того, на протяжении всей работы, правильно держать электрод на одинаковом расстоянии от поверхности металла, иначе шов будет неравномерным и со временем начнет деформироваться.








Правильней всего варить метал под углом 60 градусов к поверхности. Однако далеко не всегда сварщик может соблюдать такие условия, ведь часто сварочные работы проводятся в весьма труднодоступных местах. Однако именно от угла наклона электрода напрямую зависит глубина шва, а значит и его надежность. Именно поэтому в технических университетах практикуется обучение сварки в труднодоступных местах. , прежде всего, зависит от правильного перемещения зажженной дуги. Существует несколько способов, как правильно перемещать электрод вдоль шва.
Обучение сварке, как правило, требует определенных умений и долгой практики. Двигать электрод можно по серповидной, петлевидной, зигзагообразной и некоторым другим траекториям. Начинающему специалисту легче всего пользоваться обыкновенным зигзагом. Однако при этом правильно будет учитывать положение в пространстве свариваемых между собой поверхностей. Варить можно горизонтально, вертикально, а также создавать трапециевидный, стыковой, угловой внешний или внутренний шов. Поэтому в каждом отдельном случае схема движения электрода подбирается индивидуально.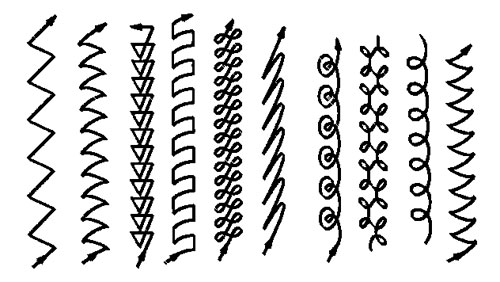
Чтобы хорошо усвоить уроки сварки необходимо, прежде всего, разобраться в . Под действием тока заданной величины происходит расплавление самой поверхности, внутреннего стержня электрода и его покрытия. Покрытие электрода при горении образует газовое облако, внутри которого полностью отсутствует кислород. Таким образом, металл перестает контактировать с воздухом и под электродом образуется сварочная ванна, где накапливаются расплавленные остатки обрабатываемой поверхности и самого электрода. Покрытие электрода образует так называемый шлак, который после застывания шва, его покрывает. Для очищения шлака с поверхности шва необходимо пользоваться специальным молотком.
Классификация
Производители выпускают преобразователи разных модификаций. При выборе генерирующих установок учитывают вид сварки, предполагаемое место работы. Классификация источников тока для сварных работ проводится по нескольким признакам:
- Количество сварочных постов. Однопостовые рассчитаны на подключение к одному аппарату, для работы одного сварщика. От многопостовых могут запитаться несколько сварщиков, выполнять работы одновременно на нескольких рабочих участках.
- Конструктивно различаются по габаритам, виду исполнения. Бывают:
передвижные сварочные установки, оснащаются колесиками или подставными тележками;
стационарными, крепятся к фундаменту или устанавливаются непосредственно у рабочего места сварщика.
- По количеству корпусов сварочные установки бывают одинарные или сдвоенные.
- По разновидности токовых показателей:
с падающей вольт-амперной характеристикой (однокорпусные модели ПСО/однопостовые/ и ПСМ/многопостовые/ с асинхронными трехфазными двигателями) предназначены для ручной электродуговой сварки плавящимся или неплавящимся электродом с использованием защитных флюсов или газов;
с жесткой или пологопадающей ВАХ необходимы для аргоновой, полуавтоматической, автоматической сварки (модельный ряд источников тока типа ПСГ);
универсальные, работающие в различных режимах (установки ПСУ с регулируемыми вольт-амперными характеристиками).
якорь с расщепленными полюсами, отдельно монтируются обмотки намагничивания и размагничивания;
раздельные обмотки размагничивания наводят ток от независимого возбуждения.
Физические электромагнитные особенности оборудования несущественно сказываются на КПД.
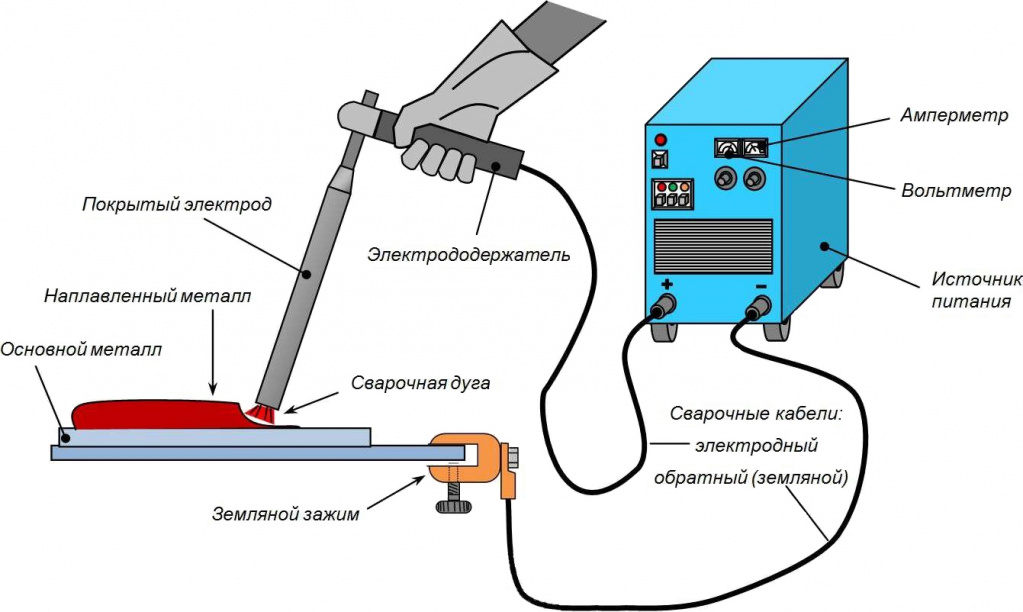
Выбор полярности
Не секрет, что процесс плавления металла происходит из-за высокой температуры электрической дуги, возникающей между свариваемым материалом и электродом. При этом кабель с держателем для электрода и кабель массы (с прищепкой) подсоединены к разным клеммам аппарата. Чтобы правильно подключить кабеля, необходимо понимать, в каких случаях они меняются местами.
При сварке инвертором или любым другим сварочным агрегатом используется прямая и обратная полярность подключения кабелей к аппарату. Прямой полярностью принято называть подключение, когда кабель с электродом подсоединяется к минусу, а свариваемый металл – к плюсу.
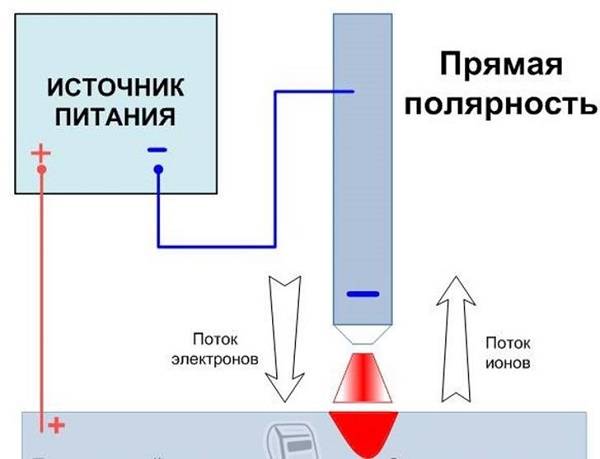
Такой способ подключения позволяет металлу хорошо прогреваться, отчего шов получается глубоким и качественным. Метод прямой полярности используют при варке толстых металлических изделий.
Обратная полярность подразумевает подключение электродного кабеля к плюсу, а кабеля массы – к минусу.

При таком подключении металл прогревается меньше, а шов поучается более широким. Обратную полярность принято использовать при варке тонких металлических изделий, чтобы исключить сквозной прожиг детали.
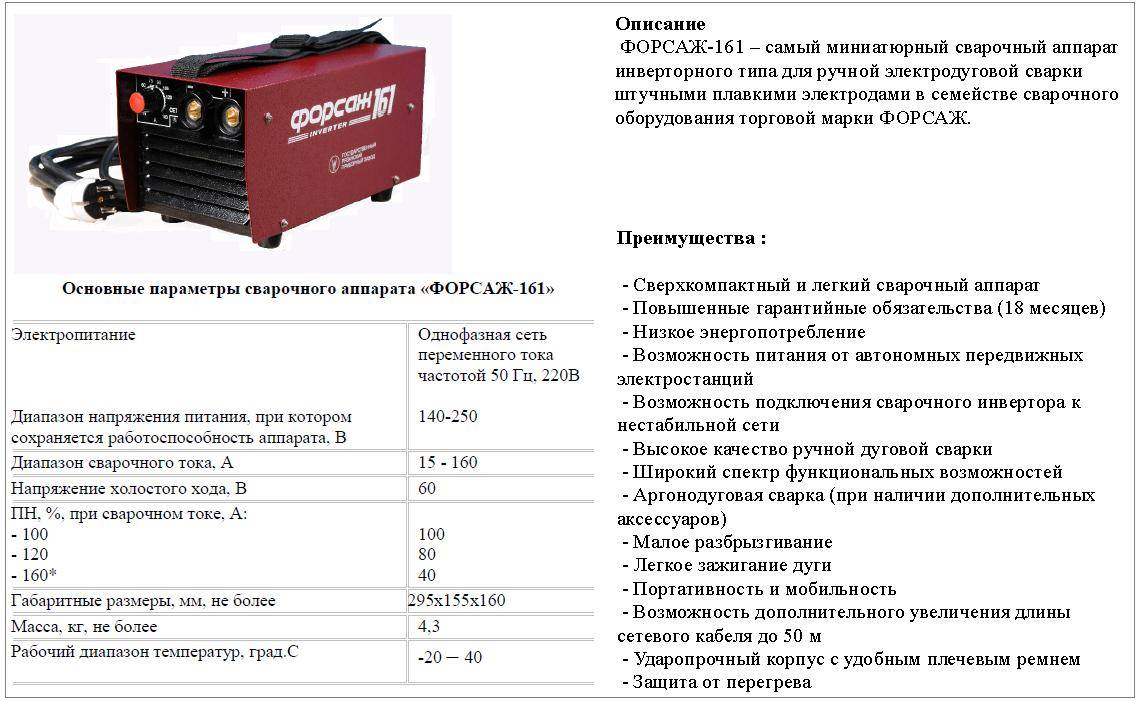
Технические характеристики ГАК ГС5 2020

Так как автомобиль официально ещё не стартовал продажи в России и странах Европы, производитель соответственно не раскрывает технических характеристик GAC GS5. Тем не менее, чем будет укомплектован автомобиль можно понять из того, что предлагают на рынке Китая.
| Технические характеристики GAC GS5 2019-2021 | ||
| Двигатель | Бензиновый турбированный | |
| Топливо | Бензин АИ-92 | |
| Количество цилиндров/клапанов | 4/16 | |
| Объем, л | 1,5 | 1,5 |
| Мощность, л.с. | 152 | 169 |
| Крутящий момент, Нм | 235 | 270 |
| Трансмиссия | 6 ст. МКПП или АКПП | 6 ст. АКПП |
Независимо от комплектации, автомобиль получил независимую подвеску. Спереди гидравлические амортизаторы и система МакФерсон, сзади подвеска многорычажная. Так же, начиная с базовой комплектации, GAC GS5 получил дисковые тормоза, как спереди, так и сзади.
| Размеры GAC GS5 2019-2021 | |
| Длина, мм | 4695 |
| Ширина, мм | 1885 |
| Высота, мм | 1700 (с рейлингами 1726 мм) |
| Колесная база, мм | 2710 |
| Объем багажника, л | 500 |
Не много, но есть представление о том, чем сможет порадовать новый GAC GS5 в плане технических характеристик. Основным и самым интересным моментом остается привод. Пока известно, что первые поставки будут переднеприводными, но так же не раз упоминалось наличие полного привода на топовых модификациях.
Установка и подключение агрегата
Чтобы эффективно и безопасно использовать инвертор, прежде всего, необходимо правильно подготовить его к работе. Этот процесс проводится в несколько этапов. Первая задача – это установка и подключение агрегата. Установка инвертора должна выполняться по определенным правилам:








- агрегат нужно размещать так, чтобы он находился на расстоянии не менее 2 м от стен или каких-либо предметов;
- аппарат должен быть обязательно заземлен;
- место сварки нужно выбирать так, чтобы оно было вдали от воспламеняющихся предметов;
- варить рекомендуется либо на свободной площадке, либо на столе из металла.
Подключить инвертор можно как к бытовой сети (220 В), так и к сети, с напряжением 380 В, которая обычно используется на производстве. Если предполагается использовать агрегат вдали от электрических сетей, то его можно подключить к генератору, дизельному или бензиновому.
Подключение к электросети
Подключение сварочного аппарата к бытовой электросети нередко вызывает проблемы. Причиной их возникновения может быть старая проводка или недостаточный диаметр ее проводов. Обычно проводка рассчитана на ток до 16 А. А поскольку все включенные приборы в доме могут превысить это значение, то в целях безопасности устанавливаются автоматические выключатели (автоматы). Поэтому при подключении необходимо знать мощность сварочного аппарата, чтобы он не вызвал срабатывание автомата.

Подключение инвертора к бытовой сети
Также следует обратить внимание на просадку сети. Если при включении инвертора вы заметите понижение напряжения в электросети, то это говорит о недостаточном сечении проводов
В таком случае необходимо измерить, до каких значений понижается напряжение. Если оно падает до значений ниже минимальных, с которыми может работать инвертор (указано в инструкции), то подключать аппарат к такой сети нельзя.
Использование удлинителя
Сетевой кабель, подсоединенный к инвертору, отвечает всем требованиям по мощности и не вызывает проблем при подключении. Но если его длины не хватает, то следует подбирать удлинитель с сечением провода не менее 2,5 мм2 и длиной не более 20 метров. Таких параметров удлинителя будет достаточно, чтобы инвертор мог работать с током до 150 А.

Подключение к генератору
В случаях, когда нет возможности подключить аппарат к электросети, можно подсоединить его к генератору, работающему либо на бензине, либо на дизельном топливе. Наибольшее распространение получили бензиновые электростанции. Но для подключения сварочных аппаратов подходят не все их них. Чтобы инвертор мог эффективно работать, генератор должен иметь мощность не менее 5 киловатт и выдавать стабильное напряжение на выходе. Перепады в напряжении могут вывести сварочник из строя.
Также следует учитывать, с каким диаметром электрода вы будете работать. Например, если электрод будет иметь диаметр 3 мм, то потребуется рабочий ток около 120 А с напряжением дуги 40 В. Если рассчитать мощность сварочного инвертора (120 х 40 = 4800), то получим значение 4,8 кВт. Поскольку это будет потребляемая мощность, то электростанция, способная выдавать лишь 5 кВт, будет работать на пределе своих возможностей, что значительно снизит ее срок службы. Поэтому генератор нужно выбирать с некоторым запасом по мощности, примерно на 20-30% выше той, которую потребляет инвертор.






