Монтаж отводов
Фитинги стыкуют с трубами резьбовыми, фланцевыми соединениями или сваркой. Разъемные резьбовые характеризуются низкой герметичностью, используются для внутренних трубопроводов небольшого диаметра. Фланцевые утяжеляют конструкцию, используются при врезке запорной арматуры, приборов учета.
Чаще отводы стыкуют с трубами с помощью электродуговой или газовой сварки. При монтаже используют ручное и полуавтоматическое сварочное оборудование. Процесс сварки регламентируется стандартом, в котором определен размер наплавочного валика, указана марка электродов или присадочного прутка. Легированные сплавы и оцинкованные стыки сваривают с использованием флюсов, защитной атмосферы.
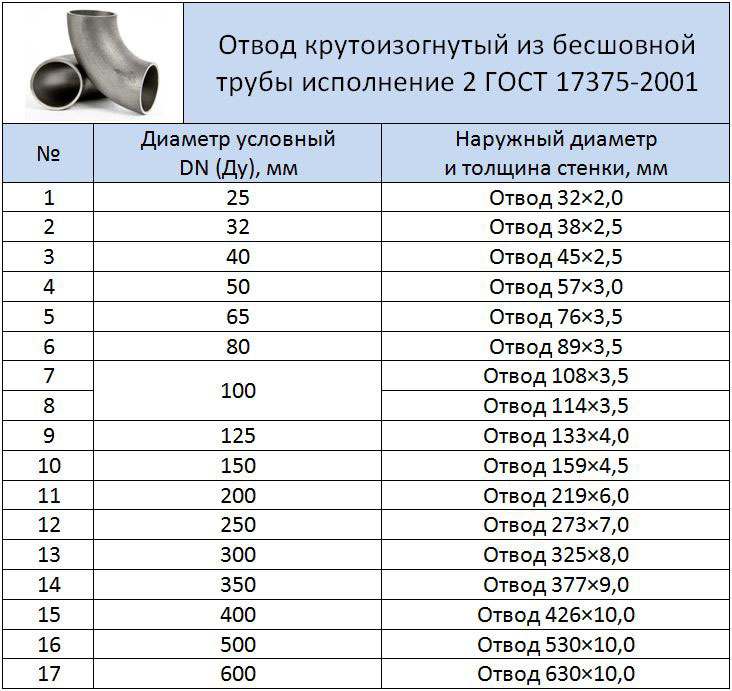
Размеры отводов по ГОСТ 17375-2001 исполнения 2 с углом изгиба 90°
| Маркировка | Размеры, мм | |||
| DN | D | T | R=F | |
| Отвод 90-25х2 ГОСТ 17375-2001 | 25 | 32 | 2 | 38 |
| Отвод 90-25х2,5 ГОСТ 17375-2001 | 2,5 | |||
| Отвод 90-25х3 ГОСТ 17375-2001 | 3 | |||
| Отвод 90-32х2 ГОСТ 17375-2001 | 32 | 38 | 2 | 48 |
| Отвод 90-32х2,5 ГОСТ 17375-2001 | 2,5 | |||
| Отвод 90-32х3 ГОСТ 17375-2001 | 3 | |||
| Отвод 90-32х3,5 ГОСТ 17375-2001 | 3,5 | |||
| Отвод 90-40х2,5 ГОСТ 17375-2001 | 40 | 45 | 2,5 | 60 |
| Отвод 90-40х4 ГОСТ 17375-2001 | 4 | |||
| Отвод 90-50х3 ГОСТ 17375-2001 | 50 | 57 | 3 | 75 |
| Отвод 90-50х3,5 ГОСТ 17375-2001 | 3,5 | |||
| Отвод 90-50х4 ГОСТ 17375-2001 | 4 | |||
| Отвод 90-50х5 ГОСТ 17375-2001 | 5 | |||
| Отвод 90-50х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-65х3,5 ГОСТ 17375-2001 | 65 | 76 | 3,5 | 100 |
| Отвод 90-65х4 ГОСТ 17375-2001 | 4 | |||
| Отвод 90-65х5 ГОСТ 17375-2001 | 5 | |||
| Отвод 90-65х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-80х3,5 ГОСТ 17375-2001 | 80 | 89 | 3,5 | 120 |
| Отвод 90-80х4 ГОСТ 17375-2001 | 4 | |||
| Отвод 90-80х5 ГОСТ 17375-2001 | 5 | |||
| Отвод 90-80х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-80х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-100х4 ГОСТ 17375-2001 | 100 | 102 | 4 | 150 |
| Отвод 90-100х4 ГОСТ 17375-2001 | 100 | 108 | 4 | 150 |
| Отвод 90-100х5 ГОСТ 17375-2001 | 5 | |||
| Отвод 90-100х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-100х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-100х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-100х4 ГОСТ 17375-2001 | 100 | 114 | 4 | 150 |
| Отвод 90-100х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-100х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-100х9 ГОСТ 17375-2001 | 9 | |||
| Отвод 90-100х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-125х4 ГОСТ 17375-2001 | 125 | 133 | 4 | 190 |
| Отвод 90-125х5 ГОСТ 17375-2001 | 5 | |||
| Отвод 90-125х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-125х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-150х4 ГОСТ 17375-2001 | 150 | 159 | 4 | 225 |
| Отвод 90-150х4,5 ГОСТ 17375-2001 | 4,5 | |||
| Отвод 90-150х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-150х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-150х9 ГОСТ 17375-2001 | 9 | |||
| Отвод 90-150х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-150х12 ГОСТ 17375-2001 | 12 | |||
| Отвод 90-150х8 ГОСТ 17375-2001 | 150 | 168 | 8 | 225 |
| Отвод 90-150х14 ГОСТ 17375-2001 | 14 | |||
| Отвод 90-200х5 ГОСТ 17375-2001 | 200 | 219 | 5 | 300 |
| Отвод 90-200х6 ГОСТ 17375-2001 | 6 | |||
| Отвод 90-200х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-200х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-200х12 ГОСТ 17375-2001 | 12 | |||
| Отвод 90-200х16 ГОСТ 17375-2001 | 16 | |||
| Отвод 90-200х17 ГОСТ 17375-2001 | 17 | |||
| Отвод 90-250х7 ГОСТ 17375-2001 | 250 | 273 | 7 | 375 |
| Отвод 90-250х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-250х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-250х12 ГОСТ 17375-2001 | 12 | |||
| Отвод 90-250х16 ГОСТ 17375-2001 | 16 | |||
| Отвод 90-250х18 ГОСТ 17375-2001 | 18 | |||
| Отвод 90-300х7 ГОСТ 17375-2001 | 300 | 325 | 7 | 450 |
| Отвод 90-300х8 ГОСТ 17375-2001 | 8 | |||
| Отвод 90-300х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-300х12 ГОСТ 17375-2001 | 12 | |||
| Отвод 90-300х14 ГОСТ 17375-2001 | 14 | |||
| Отвод 90-300х16 ГОСТ 17375-2001 | 16 | |||
| Отвод 90-400х8 ГОСТ 17375-2001 | 400 | 426 | 8 | 600 |
| Отвод 90-400х9 ГОСТ 17375-2001 | 9 | |||
| Отвод 90-400х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-400х12 ГОСТ 17375-2001 | 12 | |||
| Отвод 90-400х16 ГОСТ 17375-2001 | 16 | |||
| Отвод 90-500х9 ГОСТ 17375-2001 | 500 | 530 | 9 | 750 |
| Отвод 90-500х10 ГОСТ 17375-2001 | 10 | |||
| Отвод 90-500х11 ГОСТ 17375-2001 | 11 | |||
| Отвод 90-500х12 ГОСТ 17375-2001 | 12 |
Отводы стальные ГОСТ. Размеры и вес стальных отводов.
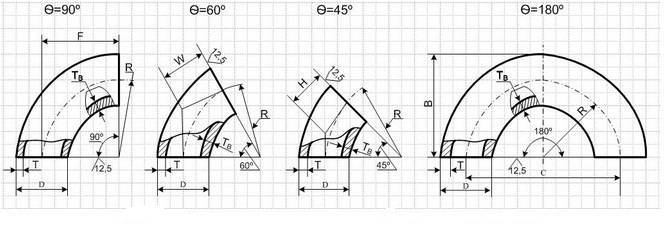
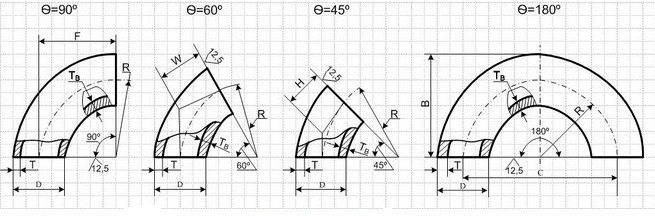
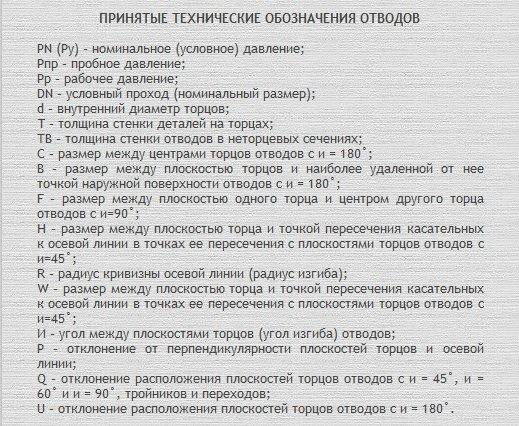
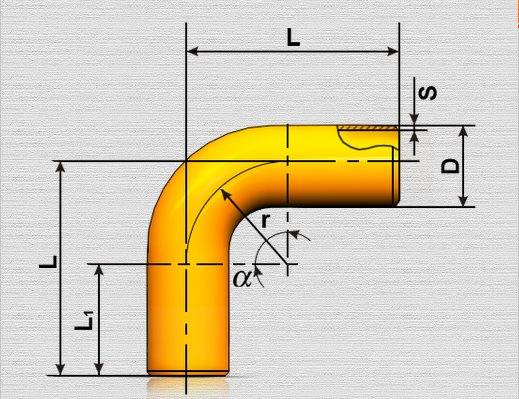
Рис.9 Основные обозначения крутоизогнутых отводов.
Таблица 1
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 1.
| DN | D | T | H | R=F | В | С | 180° | 90° | 45° |
| Вес отвода, кг | |||||||||
| 15 | 21,3 | 2,0 | 14 | 28 | 38 | 56 | 0,08 | 0,04 | 0,02 |
| 3,2 | 0,12 | 0,06 | 0,03 | ||||||
| 4,0 | 0,14 | 0,07 | 0,04 | ||||||
| 20 | 26,9 | 2,0 | 14 | 29 | 43 | 58 | 0,11 | 0,06 | 0,03 |
| 3,2 | 0,17 | 0,08 | 0,04 | ||||||
| 4,0 | 0,20 | 0,10 | 0,06 | ||||||
| 25 | 33,7 | 2,3 | 18 | 38 | 56 | 76 | 0,21 | 0,11 | 0,05 |
| 3,2 | 0,32 | 0,16 | 0,08 | ||||||
| 4,5 | 0,38 | 0,19 | 0,09 | ||||||
| 32 | 42,4 | 2,6 | 23 | 48 | 69 | 96 | 0,39 | 0,19 | 0,10 |
| 3,6 | 0,52 | 0,26 | 0,13 | ||||||
| 5,0 | 0,60 | 0,35 | 0,17 | ||||||
| 40 | 48,3 | 2,6 | 29 | 57 | 82 | 114 | 0,53 | 0,26 | 0,13 |
| 3,6 | 0,72 | 0,36 | 0,18 | ||||||
| 5,0 | 0,95 | 0,47 | 0,24 | ||||||
| 50 | 60,3 | 2,9 | 35 | 76 | 106 | 152 | 0,99 | 0,50 | 0,25 |
| 4,0 | 1,30 | 0,67 | 0,33 | ||||||
| 5,6 | 1,80 | 0,89 | 0,50 | ||||||
| 65 | 76,1 | 2,9 | 44 | 95 | 133 | 190 | 1,60 | 0,79 | 0,40 |
| 5,0 | 2,90 | 1,50 | 0,72 | ||||||
| 7,1 | 3,60 | 1,80 | 0,90 | ||||||
| 80 | 88,9 | 3,2 | 51 | 114 | 159 | 228 | 2,40 | 1,20 | 0,60 |
| 5,6 | 4,10 | 2,10 | 1,00 | ||||||
| 8,0 | 5,70 | 2,80 | 1,40 | ||||||
| 100 | 114,3 | 3,6 | 64 | 152 | 210 | 304 | 4,70 | 2,40 | 1,20 |
| 6,3 | 8,00 | 4,00 | 2,00 | ||||||
| 8,8 | 11,00 | 5,40 | 2,80 | ||||||
| 125 | 139,7 | 4,0 | 79 | 190 | 260 | 380 | 8,00 | 4,00 | 2,00 |
| 6,3 | 12,00 | 6,20 | 3,10 | ||||||
| 10,0 | 19,00 | 9,60 | 4,80 | ||||||
| 150 | 168,3 | 4,5 | 95 | 229 | 313 | 457 | 13,00 | 6,50 | 3,20 |
| 7,1 | 20,00 | 10,00 | 5,10 | ||||||
| 11,0 | 31,00 | 15,00 | 7,70 | ||||||
| 200 | 219,1 | 6,3 | 127 | 305 | 414 | 610 | 32,00 | 16,00 | 8,00 |
| 8,0 | 40,00 | 20,00 | 9,90 | ||||||
| 12,5 | 61,00 | 31,00 | 14,00 | ||||||
| 250 | 273,0 | 6,3 | 159 | 381 | 518 | 762 | 50,00 | 25,00 | 12,00 |
| 10,0 | 78,00 | 39,00 | 19,00 | ||||||
| 300 | 323,9 | 7,1 | 190 | 457 | 619 | 914 | 80,00 | 40,00 | 20,00 |
| 10,0 | 111,00 | 56,00 | 28,00 | ||||||
| 350 | 355,6 | 8,0 | 222 | 533 | 711 | 1066 | 114,00 | 57,00 | 24,00 |
| 11,0 | 156,00 | 78,00 | 39,00 | ||||||
| 400 | 406,4 | 8,8 | 254 | 610 | 813 | 1220 | 165,00 | 82,00 | 41,00 |
| 12,5 | 234,00 | 117,00 | 58,00 |
Таблица 2
Размеры и вес отводов ГОСТ 17375 – 2001. Исполнение 2.
| DN | D | Т | Н | R = F | W | В | С | 180° |
| Вес отвода, кг | ||||||||
| 25 | 32 | 2 | 18 | 38 | 22 | 56 | 76 | 0,2 |
| 0,2 | ||||||||
| 2,5 | 0,4 | |||||||
| 3 | ||||||||
| 3,5 | ||||||||
| 32 | 38 | 2 | 23 | 48 | 28 | 69 | 96 | 0,4 |
| 2,5 | ||||||||
| 3 | ||||||||
| 3,5 | 0,6 | |||||||
| 4 | ||||||||
| 40 | 45 | 2,5 | 25 | 60 | 35 | 83 | 120 | 0,6 |
| 3 | ||||||||
| 3,5 | 0,8 | |||||||
| 4 | ||||||||
| 5 | 1 | |||||||
| 50 | 57 | 2,5 | 80 | 75 | 43 | 104 | 150 | 0,8 |
| 3 | 1 | |||||||
| 3,5 | 1,2 | |||||||
| 4 | 1,4 | |||||||
| 4,5 | ||||||||
| 5 | 1,6 | |||||||
| 5,5 | 1,8 | |||||||
| 6 | 2 | |||||||
| 65 | 76 | 3 | 41 | 100 | 57 | 138 | 200 | 1,6 |
| 3,5 | 2 | |||||||
| 4 | 2,2 | |||||||
| 4,5 | 2,6 | |||||||
| 5 | 2,8 | |||||||
| 5,5 | 3,2 | |||||||
| 6 | 3,4 | |||||||
| 7 | 4 | |||||||
| 8 | 4,4 | |||||||
| 80 | 89 | 3 | 50 | 120 | 69 | 165 | 240 | 2,4 |
| 3,5 | 2,8 | |||||||
| 4 | 3 | |||||||
| 4,5 | 3,4 | |||||||
| 5 | 3,8 | |||||||
| 5,5 | 4,2 | |||||||
| 6 | 4,6 | |||||||
| 7 | 5,4 | |||||||
| 8 | 6 | |||||||
| 100 | 102 | 3,5 | 62 | 150 | 87 | 201 | 300 | 4,2 |
| 4 | 4,8 | |||||||
| 4,5 | 5,2 | |||||||
| 5 | 5,8 | |||||||
| 6 | 6,8 | |||||||
| 7 | 7,8 | |||||||
| 8 | 9 | |||||||
| 9 | 10 | |||||||
| 10 | 10,1 | |||||||
| 108 | 3,5 | 204 | 4,4 | |||||
| 4 | 5 | |||||||
| 4,5 | 5,6 | |||||||
| 50 | 6,2 | |||||||
| 6 | 7,2 | |||||||
| 7 | 8,2 | |||||||
| 8 | 9,4 | |||||||
| 9 | 10,6 | |||||||
| 10 | 11,6 | |||||||
| 114 | 3,5 | 207 | 4,4 | |||||
| 4 | 5,2 | |||||||
| 4,5 | 5,8 | |||||||
| 5 | 6,6 | |||||||
| 6 | 7,6 | |||||||
| 7 | 8,8 | |||||||
| 8 | 10 | |||||||
| 9 | 10,4 | |||||||
| 10 | 12,2 | |||||||
| 125 | 133 | 3,5 | 79 | 190 | 110 | 257 | 380 | 6,6 |
| 4 | 7,6 | |||||||
| 4,5 | 8,6 | |||||||
| 5 | 9,6 | |||||||
| 6 | 10,4 | |||||||
| 7 | 13 | |||||||
| 8 | 14,8 | |||||||
| 9 | 16,4 | |||||||
| 10 | 18,2 | |||||||
| 11 | 20 | |||||||
| 12 | 22 | |||||||
| 4 | 10,8 | |||||||
| 150 | 159 | 4,5 | 93 | 225 | 130 | 305 | 450 | 12,2 |
| 5 | 13,4 | |||||||
| 6 | 16,2 | |||||||
| 7 | 18,8 | |||||||
| 8 | 22 | |||||||
| 9 | 24 | |||||||
| 10 | 26 | |||||||
| 11 | 28 | |||||||
| 12 | 32 | |||||||
| 13 | 34 | |||||||
| 14 | 36 | |||||||
| 4 | 11,2 | |||||||
| 168 | 4,5 | 12,4 | ||||||
| 5 | 14,2 | |||||||
| 6 | 17 | |||||||
| 7 | 17,6 | |||||||
| 8 | 22,4 | |||||||
| 9 | 25 | |||||||
| 10 | 28 | |||||||
| 11 | 30 | |||||||
| 12 | 32 | |||||||
| 13 | 35 | |||||||
| 14 | 38 | |||||||
| 5 | 26 | |||||||
| 200 | 219 | 6 | 124 | 300 | 173 | 410 | 600 | 30 |
| 7 | 34 | |||||||
| 8 | 40 | |||||||
| 9 | 44 | |||||||
| 10 | 50 | |||||||
| 11 | 54 | |||||||
| 12 | 58 | |||||||
| 13 | 64 | |||||||
| 14 | 68 | |||||||
| 15 | 74 | |||||||
| 16 | 78 | |||||||
| 17 | 84 | |||||||
| 18 | 88 | |||||||
| 6 | 46 | |||||||
| 250 | 273 | 7 | 155 | 375 | 217 | 512 | 750 | 54 |
| 8 | 62 | |||||||
| 9 | 70 | |||||||
| 10 | 78 | |||||||
| 11 | 86 | |||||||
| 12 | 92 | |||||||
| 13 | 100 | |||||||
| 14 | 108 | |||||||
| 15 | 116 | |||||||
| 16 | 122 | |||||||
| 17 | 132 | |||||||
| 18 | 140 | |||||||
| 20 | 156 | |||||||
| 22 | 170 | |||||||
| 7 | 78 | |||||||
| 300 | 325 | 8 | 186 | 450 | 260 | 613 | 900 | 90 |
| 9 | 100 | |||||||
| 10 | 112 | |||||||
| 11 | 122 | |||||||
| 12 | 132 | |||||||
| 13 | 144 | |||||||
| 14 | 154 | |||||||
| 15 | 164 | |||||||
| 16 | 174 | |||||||
| 17 | 184 | |||||||
| 18 | 192 | |||||||
| 20 | 214 | |||||||
| 22 | 236 | |||||||
| 24 | 260 | |||||||
| 26 | 282 | |||||||
| 28 | 300 | |||||||
| 9 | 136 | |||||||
| 350 | 377 | 10 | 217 | 525 | 303 | 714 | 1050 | 150 |
| 11 | 166 | |||||||
| 12 | 180 | |||||||
| 13 | 194 | |||||||
| 14 | 208 | |||||||
| 15 | 224 | |||||||
| 16 | 238 | |||||||
| 18 | 266 | |||||||
| 20 | 294 | |||||||
| 22 | 322 | |||||||
| 24 | 350 | |||||||
| 26 | 376 | |||||||
| 28 | 402 | |||||||
| 30 | 424 | |||||||
| 32 | 456 | |||||||
| 8 | 156 | |||||||
| 400 | 426 | 9 | 248 | 600 | 346 | 813 | 1200 | 174 |
| 10 | 196 | |||||||
| 11 | 214 | |||||||
| 12 | 234 | |||||||
| 13 | 252 | |||||||
| 14 | 270 | |||||||
| 15 | 290 | |||||||
| 16 | 308 | |||||||
| 17 | 328 | |||||||
| 18 | 356 | |||||||
| 20 | 384 | |||||||
| 22 | 429 | |||||||
| 24 | 460 | |||||||
| 26 | 498 | |||||||
| 28 | 536 | |||||||
| 30 | 572 | |||||||
| 32 | 612 | |||||||
| 34 | 648 | |||||||
| 9 | 276 | |||||||
| 500 | 530 | 10 | 310 | 750 | 433 | 1015 | 1500 | 306 |
| 11 | 336 | |||||||
| 12 | 376 | |||||||
| 13 | 396 | |||||||
| 14 | 424 | |||||||
| 15 | 454 | |||||||
| 16 | 484 | |||||||
| 17 | 512 | |||||||
| 18 | 540 | |||||||
| 20 | 596 | |||||||
| 22 | 654 | |||||||
| 24 | 712 | |||||||
| 26 | 770 | |||||||
| 28 | 826 | |||||||
| 30 | 880 | |||||||
| 32 | 934 | |||||||
| 34 | 988 | |||||||
| 36 | 1040 |
DN — условный проход; D – наружный диаметр по торцам отвода; T — толщина стенки отвода по торцам наружного диаметра; Tв – толщина стенки отводов в не торцевых сечениях; С — размер между центрами торцов отводов с углом 180°; В — размер между плоскостью торцов и наиболее удаленной от нее точкой наружной поверхности отводов с углом 180°; F — размер между плоскостью одного торца и центром другого торца отводов с углом 90°; Н — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 45°; R — радиус кривизны осевой линии (радиус изгиба) отводов; W — размер между плоскостью торца и точкой пересечения касательных к осевой линии в точках ее пересечения с плоскостями торцов отводов с углом 60°.
Вращатель труб
На производствах приварка отводов к трубам осуществляется с использованием специального оборудования. Как правило, этим специальным оборудованием служат вращатели. Свариваемые детали зажимаются в устройстве и вращаются вокруг своей оси, что даёт возможность выполнить качественную приварку отвода.
Рассмотрим основные преимущества применения вращателя при сварке поворотного изделия с трубой:
- позволяют сваривать трубы с большими диаметрами;
- использование в конструкции вращателя автономного привода позволяет регулировать скорость вращения детали;
- обеспечивают точную отцентровку труб;
- могут работать не только с прямыми деталями, но и с более сложными, с конструктивной точки зрения, элементами (например, тройниками).
На сегодняшний день существует немало разновидностей отводов, позволяющих решить любую задачу при монтаже трубопроводов. Вместе с этим, широкий ассортимент данных изделий обязывает специалистов изучать большой объем информации, чтобы знать и соблюдать особенности и правила использования всех подобных изделий.
Особенности
Полиэтилен низкого давления – еще один материал, из которого могут быть сделаны трубы и отводы для них. Им присущи следующие положительные качества:
• Такие трубы не ржавеют, не окисляются. • Они легкие. • Они не боятся агрессивных воздействий окружающей среды. • Они эластичны. • Отводы из ПНД обладают высокими прочностными характеристиками. • Они способны обеспечить стабильное давление в трубопроводе.
Отводы из полиэтилена, о которых идет речь, позволяют сэкономить приличные суммы денег на транспортировке. Это не удивительно, если вспомнить, что они в несколько раз легче своих металлических прообразов.
Преимущества
Еще одним несомненным достоинством таких деталей является простота их монтажа. Для того, чтобы собрать трубопровод из этого материала, не нужно использовать сварку, а это экономия на электричестве или газе, в зависимости от того, какой типа сварки мог бы быть использован, будь трубы сделаны из металла.
Отводы для труб ППУ
Подобный по положительным качествам материал, из которого могут быть сделаны трубы и отводы – ПВХ. Ниже следует список этих преимуществ.
Рекомендуем: Кронштейн для труб
1. Сравнительно небольшой удельный вес. 2. Долговечность при правильной эксплуатации. 3. Легкость монтажа. 4. Приемлемая цена.
Труба из ПВХ не боится практически никаких факторов окружающей среды. Среди этих факторов перепады температуры, ржавление, влага, химически активные вещества, ультрафиолет. Сечения не зарастут, стенки трубы не истончают.
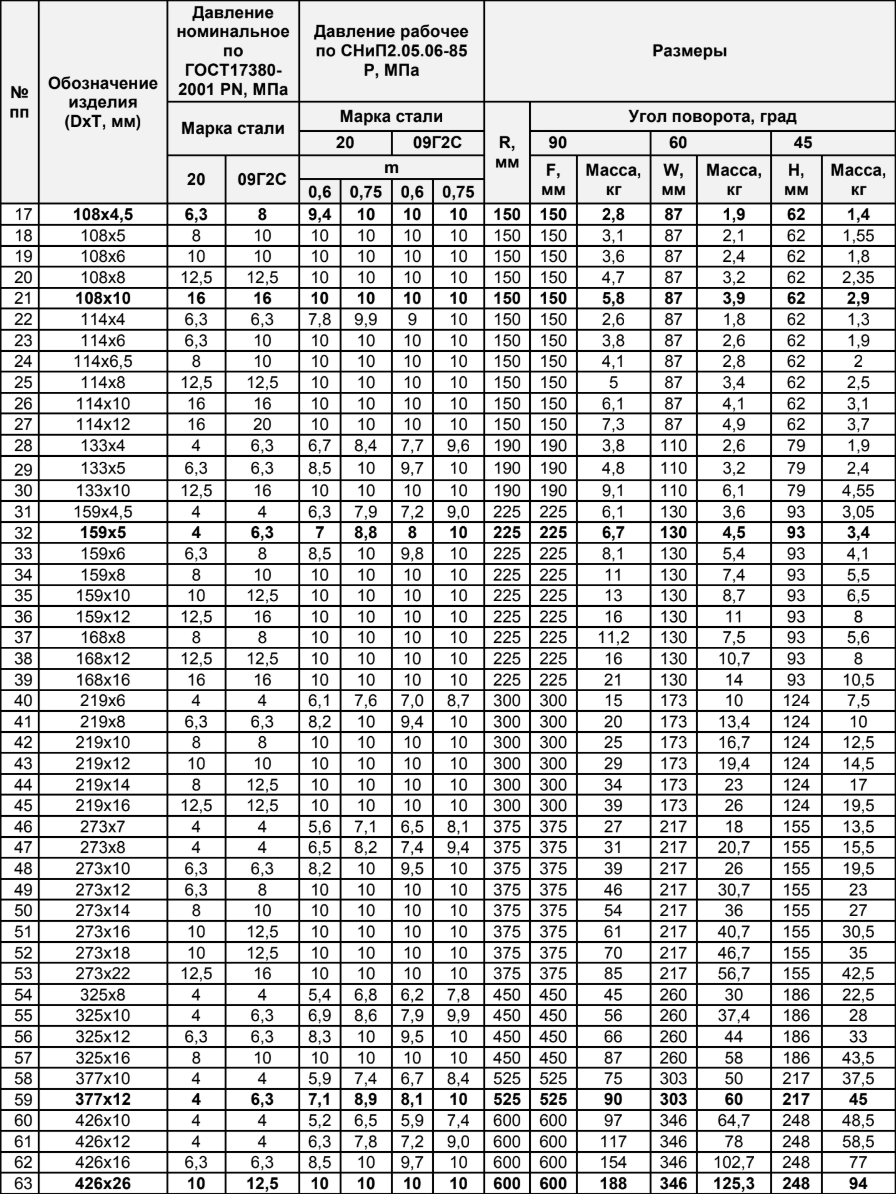
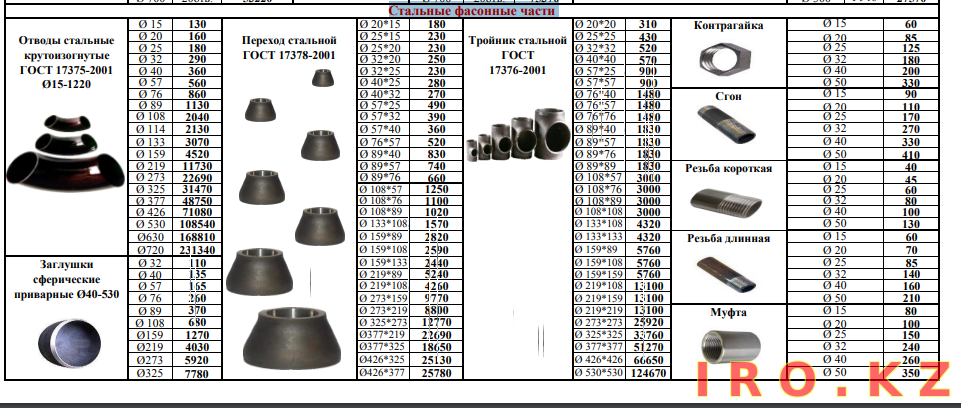
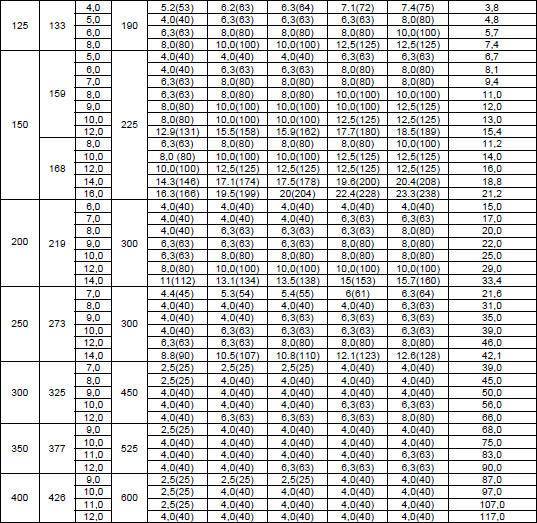
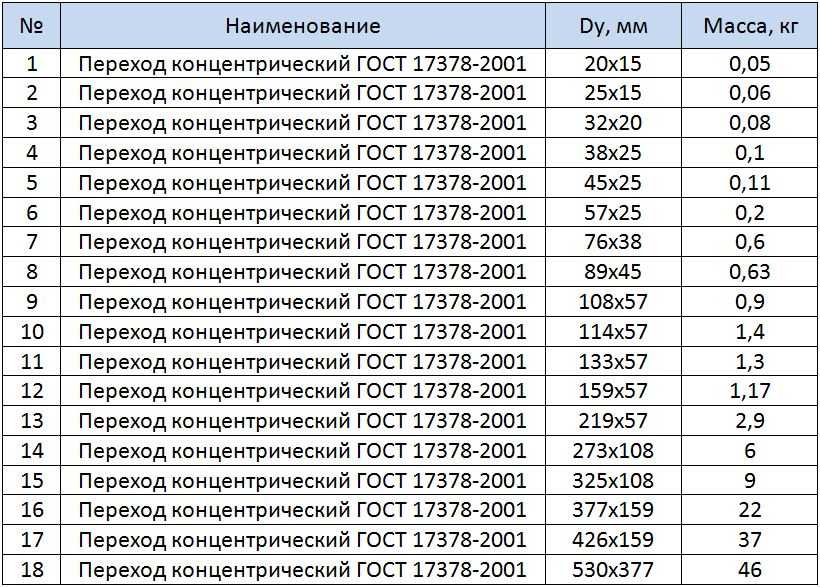
Размеры стальных отводов
Углы этих изделий могут быть разными, как и размеры диаметра, однако, все изделия подчиняются определённым стандартам. Стандартные углы, как правило, составляют:
- 15°;
- 30°;
- 45°;
- 60°;
- 90°;
- 180°;
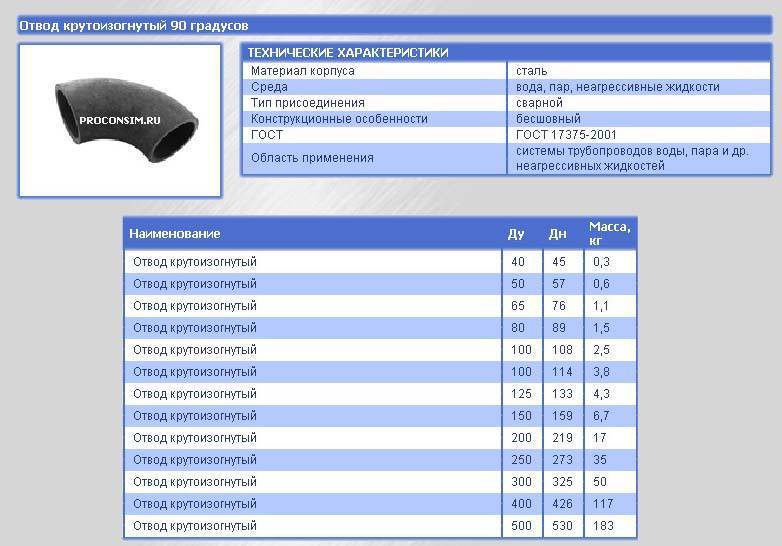
Масса детали также может быть разной и зависит от его диаметра. Эта зависимость указана в таблице ниже.
Таблица 1
| Ду, мм | Масса, кг |
| 820 | 376 |
| 720 | 275 |
| 630 | 219 |
| 530 | 138–153 |
| 426 | 78–97 |
| 377 | 61–75 |
| 325 | 39–56 |
| 273 | 27–35 |
| 219 | 13–20 |
| 159 | 6,1–11 |
| 133 | 3,3–5,7 |
| 114 | 2,2–3,8 |
| 108 | 2,5–3,6 |
| 89 | 2,3 |
Выбор детали производится с учётом размера трубопровода. Существуют разнообразные по показателю сечения отводы (от 89 до 2000 мм). А также стоит отметить, что при необходимости на производстве можно сделать индивидуальный заказ поворотного элемента, который будет отличаться по диаметру или иметь нестандартный угол.
Виды отводов
Ассортимент металлических отводов невероятно широк, что обусловлено их конструктивными особенностями и различными областями использования. Рассмотрим основные виды этих изделий:
- крутоизогнутые;
- штампосварные;
- сварные секционные;
- сварные секторные (сегментные);
- гнутые;
- точечные.
Крутоизогнутые. Все основные параметры таких изделий описаны в соответствующей документации (ГОСТ 17235–2001, ГОСТ 17235–83). Они производятся посредством протяжки трубы. Протяжка выполняется через специальную форму на трубогибочном оборудовании, в результате чего получается высококачественная деталь.
Отводы стальные для труб крутоизогнутые выполняются, как правило, из углеродистой и нержавеющей стали. Угол крутоизогнутого отвода может быть: 30, 45, 60 и 90°. Размеры сечения таких отводов варьируются от 18 до 426 мм. Давление, к которому устойчив такой отвод составляет до 16 МПа.
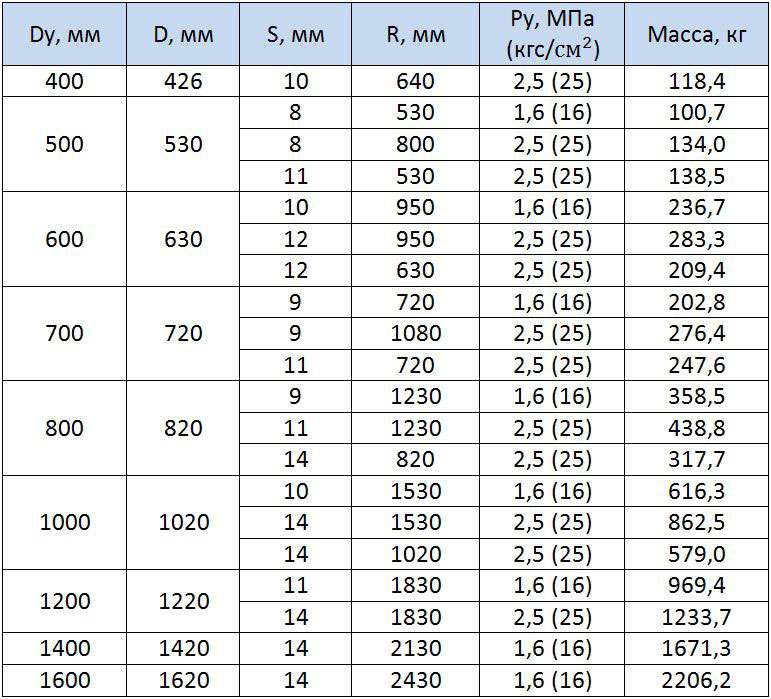
Штампосварные. Такие детали изготавливаются из листов посредством сварки. Этот способ производства позволяет получить толстостенное изделие с повышенными прочностными характеристиками. Штампосварные изделия могут иметь размеры сечения до 1420 мм. Их эксплуатируют в магистральных коммуникациях нефтегазовой отрасли. Изготавливаются штампосварные детали из легированной или нержавеющей стали и регламентируются техническими условиями (ТУ).

Штампосварные отводы — это толстостенные изделия, применяемые в трубопроводах с высоким рабочим давлением
Сварные секционные. Выполняются из отдельных участков труб, которые сваривают друг с другом, в результате чего получается готовая деталь. Цена на такие отводы довольно небольшая, однако, их показатели прочности и надёжности меньше, чем у других видов. Производятся из углеродистой или низколегированной стали. Показатели сечения таких деталей варьируются от 108 до 1620 мм.
Сварные секторные. Такие отводы эксплуатируют в трубопроводах, которые имеют большой размер сечения. Такие коммуникации обладают определённым углом поворота потока рабочей среды, которая транспортируется под небольшим давлением. Угол такого изделия зависит от эксплуатационных особенностей и может быть: 30, 45, 60 и 90°.
Точёные. Такой вид выполняется из специальных литых заготовок на токарном станке. Стоит отметить, что точечные изделия имеют самую высокую стоимость. Это связано с очень сложным технологическим процессом их изготовления.
Их основные преимущества это:
- изготавливаются с любым показателем толщины стенки;
- устойчивы к высокому давлению (до 100 МПа).
Гнутые. Такие отводы, как правило, используют в тех случаях, если нет возможности установить на трубопровод крутоизогнутый вариант изделия. Гнутые детали не имеют такого большого радиуса изгиба, как крутоизогнутые, а также оснащаются прямым участком. Угол таких изделий варьируется от 2 до 90°. Их использование регламентируется соответствующей документацией (ГОСТ и ТУ). Гнутые отводы монтируются в коммуникациях, температура которых колеблется от −50 до +510 °C.

Гнутые отводы получают путем сгибания горячих или холодных заготовок на специальном гибочном оборудовании
Показатели давления для таких отводов доходят до 100 МПа. Гибка таких изделий производится на специальном трубогибочном оборудовании. Их могут гнуть как в холодном, так и в горячем состоянии.
Особенности сварки стыков
Участок трубопровода и отвод укладываются с минимальным зазором по одной направляющей. Для герметичного соединения необходимо произвести центровку, чтобы ось фитинга совпадала с центром трубы.
Перед сваркой проводится подготовка свариваемых поверхностей отвода и трубы, они очищаются от грязи, заусенец, масляных следов. Легированные металлы зачищаются до блеска, так ка температура плавления оксидной плетки значительно перевешает температуру плавления сплава. Для удобства при монтаже трубопровода используют вращатели, образующие ровный шов по всему периметру стыка. Они работают в автоматическом режиме, разделяются на открытые, когда зона расплава видна, и закрытые – сваривание происходит в изолированной камере. При использовании вращателей снижается риск непроваров и прожогов металла на трубопроводе.
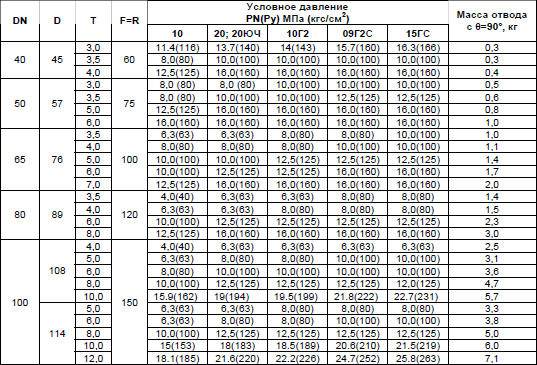
Таблица 2 – Отводы исполнения 2
Размеры в миллиметрах
DN | D | Т | F = R | W | Н | С | В | Масса отвода с θ = 90°, кг |
25 | 32 | 2,0 | 38 | 22 | 18 | 76 | 56 | 0,1 |
2,5 | 0,2 | |||||||
3,0 | 0,2 | |||||||
3,5 | 0,2 | |||||||
32 | 38 | 2,0 | 48 | 28 | 23 | 96 | 69 | 0,2 |
2,5 | 0,2 | |||||||
3,0 | 0,2 | |||||||
3,5 | 0,3 | |||||||
4,0 | 0,3 | |||||||
40 | 45 | 2,5 | 60 | 35 | 25 | 120 | 83 | 0,3 |
3,0 | 0,3 | |||||||
3,5 | 0,4 | |||||||
4,0 | 0,4 | |||||||
5,0 | 0,5 | |||||||
50 | 57 | 2,5 | 75 | 43 | 80 | 150 | 104 | 0,4 |
3,0 | 0,5 | |||||||
3,5 | 0,6 | |||||||
4,0 | 0,7 | |||||||
4,5 | 0,7 | |||||||
5,0 | 0,8 | |||||||
5,5 | 0,9 | |||||||
6,0 | 1,0 | |||||||
65 | 76 | 3,0 | 100 | 57 | 41 | 200 | 138 | 0,8 |
3,5 | 1,0 | |||||||
4,0 | 1,1 | |||||||
4,5 | 1,3 | |||||||
5,0 | 1,4 | |||||||
5,5 | 1,6 | |||||||
6,0 | 1,7 | |||||||
7,0 | 2,0 | |||||||
8,0 | 2,2 | |||||||
80 | 89 | 3,0 | 120 | 69 | 50 | 240 | 165 | 1,2 |
3,5 | 1,4 | |||||||
4,0 | 1,5 | |||||||
4,5 | 1,7 | |||||||
5,0 | 1,9 | |||||||
5,5 | 2,1 | |||||||
6,0 | 2,3 | |||||||
7,0 | 2,7 | |||||||
8,0 | 3,0 | |||||||
100 | 102 | 3,5 | 150 | 87 | 62 | 300 | 201 | 2,1 |
4,0 | 2,4 | |||||||
4,5 | 2,6 | |||||||
5,0 | 2,9 | |||||||
6,0 | 3,4 | |||||||
7,0 | 3,9 | |||||||
8,0 | 4,5 | |||||||
9,0 | 5,0 | |||||||
10,0 | 5,5 | |||||||
108 | 3,5 | 204 | 2,2 | |||||
4,0 | 2,5 | |||||||
4,5 | 2,8 | |||||||
50 | 3,1 | |||||||
6,0 | 3,6 | |||||||
7,0 | 4,1 | |||||||
8,0 | 4,7 | |||||||
9,0 | 5,3 | |||||||
10,0 | 5,8 | |||||||
114 | 3,5 | 207 | 2,2 | |||||
4,0 | 2,6 | |||||||
4,5 | 2,9 | |||||||
5,0 | 3,3 | |||||||
6,0 | 3,8 | |||||||
7,0 | 4,4 | |||||||
8,0 | 5,0 | |||||||
9,0 | 5,7 | |||||||
10,0 | 6,1 | |||||||
125 | 133 | 3,5 | 190 | 110 | 79 | 380 | 257 | 3,3 |
4,0 | 3,8 | |||||||
4,5 | 4,3 | |||||||
5,0 | 4,8 | |||||||
6,0 | 5,7 | |||||||
7,0 | 6,5 | |||||||
8,0 | 7,4 | |||||||
9,0 | 8,2 | |||||||
10,0 | 9,1 | |||||||
11,0 | 10,0 | |||||||
12,0 | 11,0 | |||||||
150 | 159 | 4,0 | 225 | 130 | 93 | 450 | 305 | 5,4 |
4,5 | 6,1 | |||||||
5,0 | 6,7 | |||||||
6,0 | 8,1 | |||||||
7,0 | 9,4 | |||||||
8,0 | 11,0 | |||||||
9,0 | 12,0 | |||||||
10,0 | 13,0 | |||||||
11,0 | 14,0 | |||||||
12,0 | 16,0 | |||||||
13,0 | 17,0 | |||||||
14,0 | 18,0 | |||||||
168 | 4,0 | 5,6 | ||||||
4,5 | 6,4 | |||||||
5,0 | 7,1 | |||||||
6,0 | 8,5 | |||||||
7,0 | 9,8 | |||||||
8,0 | 11,2 | |||||||
9,0 | 12,5 | |||||||
10,0 | 14,0 | |||||||
11,0 | 15,0 | |||||||
12,0 | 16,0 | |||||||
13,0 | 17,5 | |||||||
14,0 | 19,0 | |||||||
200 | 219 | 5,0 | 300 | 173 | 124 | 600 | 410 | 13,0 |
6,0 | 15,0 | |||||||
7,0 | 17,0 | |||||||
8,0 | 20,0 | |||||||
9,0 | 22,0 | |||||||
10,0 | 25,0 | |||||||
11,0 | 27,0 | |||||||
12,0 | 29,0 | |||||||
13,0 | 32,0 | |||||||
14,0 | 34,0 | |||||||
15,0 | 37,0 | |||||||
16,0 | 39,0 | |||||||
17,0 | 42,0 | |||||||
18,0 | 44,0 | |||||||
250 | 273 | 6,0 | 375 | 217 | 155 | 750 | 512 | 23,0 |
7,0 | 27,0 | |||||||
8,0 | 31,0 | |||||||
9,0 | 35,0 | |||||||
10,0 | 39,0 | |||||||
11,0 | 43,0 | |||||||
12,0 | 46,0 | |||||||
13,0 | 50,0 | |||||||
14,0 | 54,0 | |||||||
15,0 | 58,0 | |||||||
16,0 | 61,0 | |||||||
17,0 | 66,0 | |||||||
18,0 | 70,0 | |||||||
20,0 | 78,0 | |||||||
22,0 | 85,0 | |||||||
300 | 325 | 7,0 | 450 | 260 | 186 | 900 | 613 | 39,0 |
8,0 | 45,0 | |||||||
9,0 | 50,0 | |||||||
10,0 | 56,0 | |||||||
11,0 | 61,0 | |||||||
12,0 | 66,0 | |||||||
13,0 | 72,0 | |||||||
14,0 | 77,0 | |||||||
15,0 | 82,0 | |||||||
16,0 | 87,0 | |||||||
17,0 | 92,0 | |||||||
18,0 | 96,0 | |||||||
20,0 | 107,0 | |||||||
22,0 | 118,0 | |||||||
24,0 | 130,0 | |||||||
26,0 | 141,0 | |||||||
28,0 | 150,0 | |||||||
350 | 377 | 9,0 | 525 | 303 | 217 | 1050 | 714 | 68,0 |
10,0 | 75,0 | |||||||
11,0 | 83,0 | |||||||
12,0 | 90,0 | |||||||
13,0 | 97,0 | |||||||
14,0 | 104,0 | |||||||
15,0 | 112,0 | |||||||
16,0 | 119,0 | |||||||
18,0 | 133,0 | |||||||
20,0 | 147,0 | |||||||
22,0 | 161,0 | |||||||
24,0 | 175,0 | |||||||
26,0 | 188,0 | |||||||
28,0 | 201,0 | |||||||
30,0 | 214,0 | |||||||
32,0 | 228,0 | |||||||
400 | 426 | 8,0 | 600 | 346 | 248 | 1200 | 813 | 78,0 |
9,0 | 87,0 | |||||||
10,0 | 97,0 | |||||||
11,0 | 107,0 | |||||||
12,0 | 117,0 | |||||||
13,0 | 126,0 | |||||||
14,0 | 135,0 | |||||||
15,0 | 145,0 | |||||||
16,0 | 154,0 | |||||||
17,0 | 164,0 | |||||||
18,0 | 173,0 | |||||||
20,0 | 192,0 | |||||||
22,0 | 210,0 | |||||||
24,0 | 230,0 | |||||||
26,0 | 249,0 | |||||||
28,0 | 268,0 | |||||||
30,0 | 286,0 | |||||||
32,0 | 306,0 | |||||||
34,0 | 324,0 | |||||||
500 | 530 | 9,0 | 750 | 433 | 310 | 1500 | 1015 | 138,0 |
10,0 | 153,0 | |||||||
11,0 | 168,0 | |||||||
12,0 | 183,0 | |||||||
13,0 | 198,0 | |||||||
14,0 | 212,0 | |||||||
15,0 | 227,0 | |||||||
16,0 | 242,0 | |||||||
17,0 | 256,0 | |||||||
18,0 | 270,0 | |||||||
20,0 | 298,0 | |||||||
22,0 | 327,0 | |||||||
24,0 | 356,0 | |||||||
26,0 | 385,0 | |||||||
28,0 | 413,0 | |||||||
30,0 | 440,0 | |||||||
32,0 | 467,0 | |||||||
34,0 | 494,0 | |||||||
36,0 | 520,0 | |||||||
600 | 630 | 9,0 | 900 | 519 | 373 | 1800 | 1215 | 198,0 |
10,0 | 219,0 | |||||||
11,0 | 245,0 | |||||||
12,0 | 261,0 | |||||||
13,0 | 282,0 | |||||||
14,0 | 302,0 | |||||||
15,0 | 324,0 | |||||||
16,0 | 345,0 | |||||||
17,0 | 366,0 | |||||||
18,0 | 387,0 | |||||||
20,0 | 429,0 | |||||||
22,0 | 471,0 | |||||||
24,0 | 513,0 | |||||||
26,0 | 554,0 | |||||||
28,0 | 595,0 | |||||||
30,0 | 636,0 | |||||||
32,0 | 678,0 | |||||||
700 | 720 | 9,0 | 1000 | 577 | 404 | 2000 | 1360 | 248,0 |
10,0 | 275,0 | |||||||
11,0 | 302,0 | |||||||
12,0 | 329,0 | |||||||
13,0 | 356,0 | |||||||
14,0 | 383,0 | |||||||
15,0 | 410,0 | |||||||
16,0 | 436,0 | |||||||
17,0 | 462,0 | |||||||
18,0 | 489,0 | |||||||
20,0 | 542,0 | |||||||
22,0 | 595,0 | |||||||
24,0 | 647,0 | |||||||
26,0 | 698,0 | |||||||
28,0 | 750,0 | |||||||
30,0 | 801,0 | |||||||
32,0 | 852,0 | |||||||
800 | 820 | 9,0 | 1200 | 693 | 485 | 2400 | 1610 | 339,0 |
10,0 | 376,0 | |||||||
11,0 | 413,0 | |||||||
12,0 | 450,0 | |||||||
13,0 | 487,0 | |||||||
14,0 | 524,0 | |||||||
15,0 | 561,0 | |||||||
16,0 | 598,0 | |||||||
17,0 | 636,0 | |||||||
18,0 | 670,0 | |||||||
20,0 | 743,0 | |||||||
22,0 | 815,0 | |||||||
24,0 | 887,0 | |||||||
26,0 | 959,0 | |||||||
28,0 | 1030,0 | |||||||
30,0 | 1101,0 | |||||||
32,0 | 1171,0 | |||||||
Примечания 1 Масса приведена для справок. 2 Масса отводов с θ = 60° и θ = 45° соответственно в 1,5 и 2 раза меньше, а отводов с θ = 180° в 2 раза больше указанной. |
Примеры условных обозначений:
– отвода с θ = 90°, исполнения 1, D= 139,7 мм, Т = 4,0 мм из стали марки TS4:
Отвод 90-1-139,7×4-TS4 ГОСТ 17375-2001
– отвода с θ = 45°, исполнения 2, D= 159 мм, Т = 4,0 мм, Тв = 6,0 мм из стали марки 20:
Отвод 45-159×4/6 ГОСТ 17375-2001
– отвода с θ = 90°, исполнения 2, D= 57 мм, Т = 5,0 мм из стали марки 09Г2С:
Отвод 90-57×5-09Г2С ГОСТ 17375-2001
– то же, для трубопроводов, подконтрольных органам надзора:
Отвод П90-57×5-09Г2С ГОСТ 17375-2001
4.2 По согласованию между изготовителем и потребителем (заказчиком) допускается изготовление отводов исполнения 2 с другими размерами и углами θ.


4.3 Допускается изготовление отводов исполнения 2 с увеличенной толщиной стенки в неторцевых сечениях Тв.
Отводы ГОСТ 30753-2001: сферы применения
Главная функция отводов — изменение направления потока. Поэтому их монтируют на трубу в том месте, где трубопровод должен изменить направление. Монтаж отводов возможен с помощью сварки, фланцевого и резьбового соединения.
Отводы используются для сборки нефтепроводов, на металлургических и энергетических предприятиях. Также они применяются в системе ЖКХ. Эти детали необходимы при монтаже водопроводов и системах отопления.
Отводы подходят для работы трубопроводов, которые занимаются перекачкой жидкой среды, а также для транспортировки газа, химических веществ и пара.
Отводы соединяются с другими деталями с помощью сварки или резьбовым методом. Это значительно расширяет случаи их использования.
Например, бесшовные крутоизогнутые отводы, могут использоваться в нефтегазохимических трубопроводах. Благодаря монтажу с помощью сварки, вся система трубопровода получается герметичной.
Отводы можно эксплуатировать при температуре до 450 градусов по Цельсию. Самые низкие температуры работы — -70 градусов по Цельсию.
Детали делают самых разных диаметров. Например, Ду 15, Ду 25, Ду 40, Ду 45. Также у отводов может быть больший диаметр — от Ду 426 и выше.
Благодаря этим характеристикам и углу изгиба (возможен от 3 до 90 градусов), отводы используются в самых разных трубопроводах.Они подходят для труб с разной толщиной стенки. Это расширяет возможности их использования.
Примеры использования отводов
Их часто используют при проводке коммуникаций разного назначения. Различаются лишь виды отводов. Например, в трубопроводе с большим сечением будет высокое давление для движения рабочей среды. И в этом случае подойдут крутоизогнутые бесшовные отводы или гнутые детали из нержавеющей стали.
В сфере ЖКХ и для других бытовых коммуникаций также могут использоваться крутоизогнутые и гнутые отводы.
Отводы устанавливают не только на трубопроводах, который перегоняют газы, нефть, воду и другие рабочие среды. Детали также используются в вентиляционных системах и системах очистки воздуха.
Способы монтажа
После соединения отвода с трубой, место стыка надежно закрепляется при помощи сварного шва. Он может быть выполнен несколькими способами:
- Без предварительного подогрева элементов, и не подвергая их дополнительной термической обработке.
- Элементы предварительно слегка нагреваются до 100 градусов и дополнительно подвергаются термической обработке.
- Элементы нагреваются до 300 градусов и подвергаются термической обработке – отжигу.
В зависимости от материала, из которого изготовлены отводы и трубы, подбирается способ сварки. Кроме того, на выбор влияют условия дальнейшей эксплуатации готового трубопровода, а также степени ответственности системы.
Таблица данных прямоугольных отводов (45°)
| Размер сечения | Монтажная длина L, мм | Площадь поверхности, м2 | Масса без фланцев, кг | |
| Боковая сторона А, мм | Ширина В, мм | |||
| 100 | 150 | 130 | 0,13 | 0,8 |
| 150 | 100 | 140 | 0,14 | 0,86 |
| 150 | 150 | 140 | 0,17 | 0,99 |
| 150 | 250 | 140 | 0,22 | 1,24 |
| 150 | 300 | 140 | 0,25 | 1,41 |
| 250 | 150 | 160 | 0,25 | 1,41 |
| 250 | 250 | 160 | 0,32 | 1,7 |
| 250 | 300 | 160 | 0,35 | 2,35 |
| 250 | 400 | 160 | 0,41 | 2,75 |
| 250 | 500 | 160 | 0,47 | 3,09 |
| 300 | 150 | 170 | 0,3 | 2,1 |
| 300 | 250 | 170 | 0,37 | 2,49 |
| 400 | 250 | 190 | 0,49 | 3,21 |
| 400 | 400 | 190 | 0,6 | 3,86 |
| 400 | 500 | 190 | 0,67 | 4,29 |
| 400 | 600 | 190 | 0,75 | 4,72 |
| 400 | 800 | 190 | 0,9 | 5,59 |
| 500 | 250 | 220 | 0,62 | 4,19 |
| 500 | 400 | 220 | 0,75 | 4,94 |
| 500 | 500 | 220 | 0,83 | 5,44 |
| 500 | 600 | 220 | 0,91 | 5,94 |
| 500 | 800 | 220 | 1,08 | 6,94 |
| 500 | 1000 | 220 | 1,24 | 7,94 |
| 600 | 400 | 240 | 0,91 | 5,92 |
| 600 | 500 | 240 | 1 | 6,47 |
| 600 | 600 | 240 | 1,09 | 7,01 |
| 600 | 800 | 240 | 1,27 | 8,1 |
| 600 | 1000 | 240 | 1,45 | 9,18 |
| 800 | 400 | 280 | 1,28 | 8,18 |
| 800 | 500 | 280 | 1,38 | 8,78 |
| 800 | 600 | 280 | 1,49 | 9,41 |
| 800 | 800 | 280 | 1,7 | 10,67 |
| 800 | 1000 | 280 | 1,92 | 11,93 |
| 1000 | 500 | 320 | 1,83 | 11,37 |
| 1000 | 600 | 320 | 1,95 | 12,08 |
| 1000 | 800 | 320 | 2,2 | 13,5 |
| 1000 | 1000 | 320 | 2,44 | 14,9 |
Правила монтажа
Монтаж отводов на трубопроводы осуществляется сварным методом. Это трудоемкий процесс, требующий определенных навыков от сварщика. При сварке необходимо постоянно контролировать совмещение внутренних поверхностей и кромок свариваемых деталей. Для этого выполняется отцентровка с помощью специальных тисков (для трубопроводов малого диаметра) или вращателей. Последние применяются для сварки труб большого диаметра и гарантируют прочное сцепление элементов между собой в процессе сварки.
При сварке отводов и трубопровода необходимо следовать правилам монтажа:
- Перед монтажом нужно проверить наличие сопроводительной и нормативной документации, изучить инструкции.
- Сварочные работы выполняются только обученными специалистами, имеющие соответствующий допуск и предписание.
- Работы производятся только в специальной защитной спецодежде с маской.
- На рабочем месте не допускается наличие посторонних предметов. Обязательно должно быть средство пожаротушения, вентиляция.
- Сварные кромки деталей должны быть подготовлены. На изделиях не допускается наличие дефектов и неровностей, сколов, трещин, расслоений и т. п.
- В процессе сварки нужно контролировать заданный режим, подбираемый исходя из характеристик свариваемых материалов.
Ручная электродуговая сварка осуществляется при постоянном токе в два этапа.
Цены на отводы крутоизогнутые стальные по ГОСТ 17375-2001 приварные
| Наименование | Цена с НДС |
| 1 исполнение | |
| 15(21,3)×2,0 | 15 руб. |
| 15(21,3)×3,2 | 15 руб. |
| 20(26,9)×2,0 | 27 руб. |
| 20(26,9)×2,3 | 18 руб. |
| 20(26,9)×3,2 | 34 руб. |
| 25(33,7)×2,0 | 26 руб. |
| 25(33,7)×2,3 | 26 руб. |
| 25(33,7)×2,5 | 26 руб. |
| 25(33,7)×3,2 | 35 руб. |
| 32(42,4)×2,0 | 28 руб. |
| 32(42,4)×3,0 | 28 руб. |
| 32(42,4)×3,2 | 32 руб. |
| 40(48,3)×2,6 | 43 руб. |
| 40(48,3)×3 | 43 руб. |
| 40(48,3)×3,6 | 50 руб. |
| 50(60,3)×2,9 | 74 руб. |
| 2 исполнение | |
| 100(108)×3,5 | 186 руб. |
| 100(108)×4 | 188 руб. |
| 100(108)×6 | 333 руб. |
| 100(114)×4 | 205 руб. |
| 100(114)×6 | 207 руб. |
| 125(133)×3,5 | 287 руб. |
| 125(133)×4 | 298 руб. |
| 125(133)×6 | 552 руб. |
| 150(159)×4,5 | 480 руб. |
| 150(159)×6 | 882 руб. |
| 150(159)×8 | 1 166 руб. |
| 200(219)×6 | 1 179 руб. |
| 200(219)×8 | 1 758 руб. |
| 200(219)×10 | 2 868 руб. |
| 25(32)×3 | 29 руб. |
| 250(273)×7 | 2 469 руб. |
| 250(273)×10 | 4 646 руб. |
| 300(325)×8 | 4 242 руб. |
| 300(325)×10 | 7 354 руб. |
| 32(38)×2 | 42 руб. |
| 32(38)×3 | 44 руб. |
| 350(377)×8 | 6 262 руб. |
| 350(377)×10 | 8 383 руб. |
| 40(45)×3 | 39 руб. |
| 400(426)×8 | 7 777 руб. |
| 400(426)×10 | 11 615 руб. |
| 50(57)×3 | 45 руб. |
| 50(57)×3,5 | 47 руб. |
| 50(57)×5 | 92 руб. |
| 50(57)×6 | 131 руб. |
| 500(530)×10 | 16 059 руб. |
| 600(630)×10 | 22 998 руб. |
| 60,3×2,9 | 60 руб. |
| 65(76)×3,5 | 81 руб. |
| 65(76)×6 | 192 руб. |
| 80(89)×3,5 | 115 руб. |
| 80(89)×4,0 | 139 руб. |
| 80(89)×6,0 | 228 руб. |
Классификация отводов
Отличаются отводы, прежде всего, материалами, из которых они сделаны. Кроме того, они могут иметь разные диаметры, углы изгиба. Каждому отводу соответствует определенная ГОСТом марка, по которой можно узнать об изделии всю необходимую информацию.
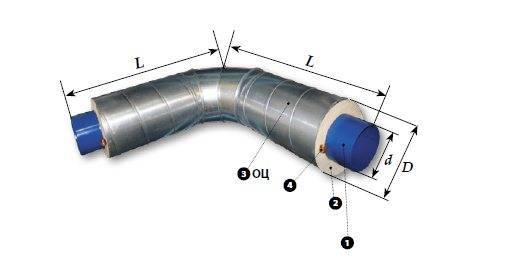
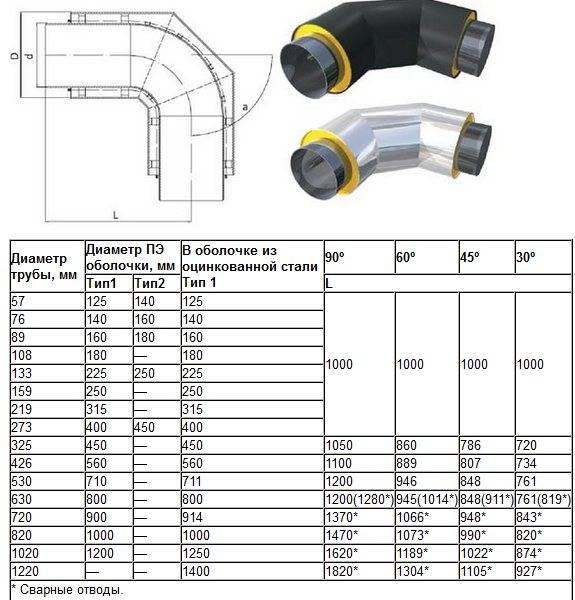
1 — стальная труба; 2 — теплоизоляция из пенополиуретана; 3 — оцинкованная оболочка; 4 — кабель системы ОДК
Виды
ОТВОДЫ ГНУТЫЕ Бывают три вида стальных отводов, отличающихся типом стали, из которой они изготовлены. Они могут быть сделаны из нержавеющей, легированной или углеродистой стали. Для разных целей используют разные типы отводов. Материал, из которого он делается, зависит от условий среды, в которых он будет эксплуатироваться.
Размер
Если диаметр труб, используемых в трубопроводе, меньше 50 мм – для их ответвлений используют отводы из стали. Такие изделия могут быть сварными или бесшовными. Это зависит от того, каким способом изготовлено изделие. Более качественными и дорогими являются бесшовные фитинги.
Производство
Производство крутоизогнутых отводов из стальных и нержавеющих труб Еще от метода производства зависит то, будут ли отводы штампованными, холодногнутыми, или какими-либо еще.
Рекомендуем: Переходник муфта коробка для кабеля и труб: армированный, ip67, dkc
Сварка отводов
Процесс монтажа поворотного элемента на трубу является довольно непростым мероприятием и требует специальных навыков в этой области. Производится такая сварка только специально обученными сварщиками.

Сварка отводов может выполняться разным методами, каждый из которых имеет свои правила
Монтаж отвода на трубопровод осуществляется с соблюдением необходимых норм, изложенных в соответствующих инструкциях (например, ВСН–006–89).
Стоит запомнить, что нужно осуществлять контроль за смещением внутренних кромок. На этот счёт существует правило: при сваривании трубы и отвода с равными показателями сечения смещение не должно превышать 2 мм. Отцентровка изделий производится с помощью специальных устройств — вращателей.
При ручной электродуговой сварке обработка первого корневого шва выполняется постоянным током. В случае перерыва необходимо поддерживать нужную температуру в месте сварки. После выполнения первой сварочной линии и после её шлифования приступают ко второму шву. Время между этими двумя мероприятиями не должно быть больше, чем 5 минут. Это связано с тем, что вторая линия должна проходить по неостывшему корневому шву. После того, как обе линии пройдены, выполняются заполняющие борозды и облицовочные швы. Облицовочный шов обязательно на 1–3 мм выступать над поверхностью трубопровода.
Возможные поломки
Главные причины поломок заключаются в использовании изделий из некачественной стали и неправильном соединении элементов. Поэтому к выбору нужно отнестись со всей внимательностью.
Предпочтение следует отдавать продукции, прошедшей хорошую слесарную обработку, прочной и качественной. Это обеспечит продолжительный срок службы, поможет избежать протечек, повреждений труб, появления трещин.
Отвод 90 градусов из нержавейки считается наиболее популярным вариантом. Изделия из этого материала подходят для применения в тяжелых эксплуатационных условиях. Их устанавливают при повышенном давлении, а также в коммуникациях, транспортирующих агрессивные среды, так как они обеспечивают прочность и устойчивость к повреждениям и ржавчине. Поэтому нержавеющие отводы подходят для всех климактерических условий.
Эти элементы трубопроводных коммуникаций используют в хозяйственной и промышленной сферах деятельности человека.
Нормативы ГОСТа

Параметры соединений согласно ГОСТу
Все характеристики и параметры крутоизогнутых цельнотянутых стальных отводов должны соответствовать нормативам ГОСТа 17375. В данном документе оговорены нормативы для изготовления подобных конструкций с радиусом 1,5 дециметра, угол изгиба которых может составлять: 45, 60, 90 и 180 градусов.
В ГОСТе 17375-01 указаны нормативы, которые распространяются на бесшовные приварные соединительные элементы, изготовленные из углеродистой и низколегированной стали. Они используются для строительства любых, даже масштабных, магистральных трубопроводов.
Прежде чем внести коррективы в нормативный документ ГОСТ 17375-2001, специалисты проводят ряд исследований и только на основании результатов вносят изменения. Все расчеты степени прочности элементов проводятся с учетом климатических особенностей, свойств и характеристик веществ, которые будут транспортироваться по трубопроводу, всех возможных внешних воздействий на конструкцию.
Габариты и масса стальных отводов, изготовленных согласно ГОСТу 17375 – 2001
Для изготовления стальных отводов производители, как правило, применяют специальную низколегированную углеродистую сталь. Выпуск конструкций происходит с использованием определенной технологии – бесшовная штамповка на специальном оборудовании.
Весь процесс изготовления таких изделий осуществляется в соответствии с общепринятыми и одобренными специальными организациями, стандартами качества. При этом максимально допустимый диаметр конструкций составляет 15, 32, 50 миллиметра.
Эти нормативы распространяются на все типы соединительных элементов. В ГОСТе 17375 – 2001 указаны максимально допустимые параметры, эксплуатационные нормативы и характеристики, которым должны соответствовать стальные крутоизогнутые отводы.
Что такое условное давление
Это максимально допустимый показатель давления, которое оказывает перетекающая по трубопроводу жидкость. Как правило, в местах, где трубопровод меняет свое направление, уровень давления значительно выше.
На этих участках вероятность возникновения различных аварийных ситуаций наиболее высока. Например, в местах изгибов трубопровода иногда происходят разрывы либо деформация конструкции.
Основной причиной возникновения таких неприятных ситуаций является неправильный выбор и установка соединительных деталей. Кроме того, в некоторых случаях причиной тому может стать плохое качество таких элементов.
Диаметр
В процессе монтажных работ по установке трубопровода немаловажно правильно подобрать соединительные элементы. Они должны точно совпадать с трубой по диаметру
То есть диаметр внешнего сечения трубы должен быть равен наружному диаметру стального отвода.
Более надежный и герметичный метод соединения трубы с соединительным коленом – резьбовой. Поэтому в местах стыка на стальном отводе нужно нарезать резьбу с помощью специального приспособления.
Максимально допустимый уровень температуры
В большинстве случаев, если по трубопроводу течет большое количество горячей жидкости, система сильно нагревается. При этом происходит расширение материала трубы и соединительных элементов. Как следствие, повышается риск возникновения аварийной ситуации.
Это актуально при использовании для соединения труб стального отвода с углом изгиба 90 градусов в конструкции, предназначенной для транспортировки горячих жидкостей либо пара.
Чтобы свести риск прорыва к минимуму и избежать деформации конструкции, специалисты рекомендуют для соединения использовать сварные угловые отводы U–образной и Z-образной формы.
Угол
Прежде чем приступить к монтажным работам по установке трубопровода, специалисты предварительно тщательно высчитывают угол поворота соединительного элемента конструкции. Этот показатель полностью зависит от скорости тока жидкости по трубопроводу, а также плотности такого вещества. Это позволит максимально точно скорректировать давление на стенки трубы, тем самым повысить степень износостойкости системы.
Материал
Соединительные стальные отводы – важный элемент в конструкции любого трубопровода. Они обеспечивают герметичность и надежность системы. Для изготовления подобных изделий производители используют очень прочный, специальный материал с отличными техническими характеристиками. Например, стальные крутоизогнутые фитинги диаметром 15, 25, 32, 50 и 100 миллиметров изготовлены из специальной низколегированной, углеродистой, оцинкованной стали.