
Распространенные вопросы и ответы на них
В: Реально ли обшить помещение вагонкой, произведенной своими руками?
О: Фреза для изготовления вагонки может быть использована для производства отделки разного качества. При наличии достаточного количества времени можно самостоятельно произвести достаточное количество вагонки для обшивки небольшого дома. Главное — выбрать подходящий материал для изготовления. Самостоятельно нарезать достаточное количество доски проблематично. Также стоит учесть, что толщина ножей должна совпадать с толщиной обрабатываемой доски.
В: Как дорого обслуживать фрезы для производства деревянной вагонки?
О: В целом, это бесплатно. Испорченная фреза подлежит утилизации, ее не нужно хранить, нельзя затачивать. Другое дело — обслуживание станка. Обычно на крупных производствах за этим следит отдельный человек, который имеет необходимые знания для оперативной починки станков разной сложности.
В: Какой компании стоит отдать предпочтение во время выбора расходных материалов?
О: Как правило, лучше всего себя показывают инструменты и расходники для них одной фирмы. Для фрезера от BOSCH лучше подобрать расходники BOSCH
Если возможность выбора отсутствует, тогда обращать внимание стоит только на качество. В статье уже упоминался алгоритм выбора расходника для станка
Ваш выбор ограничен мощностью и параметрами силового инструмента, материала, который будет обработан (твердость дерева) и ценовая категория.
Дешевые инструменты можно покупать — они хорошо подходят для разовой работы, их не жалко выбросить во время обучения фрезерному делу. Но вот дорогие инструменты есть толк покупать только для длительного производства вагонки — когда опыт работы и навыки обращения с инструментом станут достаточно высокими.
Фрезы спирального типа
Спиральные фрезы тоже активно используются в мебельном производстве. По внешнему виду и конструкции они очень похожи на сверла. Как и у спиральных сверл, на их рабочей части присутствуют канавки, при помощи которых из зоны обработки выводится стружка отработанного материала. Спиральные фрезы делятся на следующие
- с нисходящим резом;
- с восходящим резом;
- совмещающие оба упомянутых типа.
Типы спиральных фрез
Основными сферами применения фрез спирального типа, которые на современном рынке представлены в широком ассортименте, являются:
- раскрой материала;
- формирование на поверхности изделий из твердой древесины элементов различной конфигурации;
- создание на поверхности изделий из древесины пазов и углублений различной конфигурации.
Спиральные фрезы часто используются в паре с копирующей втулкой
Среди преимуществ использования спиральных фрез для обработки древесины можно выделить следующие:
- формирование среза, отличающегося высокой чистотой и точностью выполненной обработки;
- значительно меньший выброс опилок, чем при использовании других инструментов;
- низкий уровень шума и вибраций при работе;
- высокая точность и производительность обработки при выполнении погружного фрезерования.
Таким образом, разнообразие фрез, которыми можно оснащать и стационарное, и ручное электрооборудование, позволяет успешно выполнять различные технологические операции. При помощи таких инструментов может быть не только изготовлена вагонка своими руками, но и выполнены многие другие технологические операции для улучшения домашнего интерьера.
Главное требование, которым следует руководствоваться при выборе таких фрез, – учет их основного назначения и характеристик обрабатываемого материала, будь то дерево для вагонки или камень.
Фрезы, пригодные для изготовления вагонки ручным фрезером
Независимо от класса инструмента, то есть профессионального или любительского ручного инструмента, в нем используются исключительно торцевой вид фрез. На одном из ее концов находится цанга (хвостовик) диаметром 8 либо 12 мм для жесткого захвата патроном, а на другом – непосредственно профильный резец шириной до 50 мм. Качество изготовления самих фрез и срок службы режущего инструмента зависит в первую очередь от марки стали резца и от производителя. Модели известных брендов всегда оснащаются только прочными марками инструментальной стали.
Важно!
При изнашивании режущая часть фрез в большинстве случаев подлежит переточке, но не более четырех раз. Резцы и вышедшие из строя подшипники продаются в специализированных магазинах
Все фрезы для выборки древесины принято делить на две основные группы: кромочные и пазовые. Продают их как отдельно, так и в составе наборов. Кромочные резцы легко отличить от прочих по характерному признаку – наличию подшипника перед резцом. Есть универсальные фрезы – это полезно иметь в виду при однотипных операциях – например, в случае изготовления вагонки. Стоят они чуть дороже одиночных моделей, но позволят вам сэкономить больше времени на производство за счет уменьшения количества проходов.
Разновидности
Выбор фрез для вагонки обуславливается производственными задачами и экономической целесообразностью. Фрезерное оборудование имеет различную мощность, поэтому оснащается разными видами моделей, которые отличаются диаметрами хвостовика 8 и 12 мм.
Все виды конструктивно можно разделить на несколько групп:
- сборные с механическим креплением ножей;
- с напайными ножами;
- монолитные.
Среди моделей с напайными пластинами наибольшей популярностью пользуются так называемые затылованные. Они обладают меньшей стоимостью в сравнении с первыми. Благодаря процессу затылования по передней грани, при переточке рабочий профиль не меняется. Это является главным преимуществом таких экземпляров наряду с простотой переточки. К тому же их зубья обладают повышенной прочностью. При переточке увеличивается размер канавок для вывода древесной стружки, что удобно в работе.
Чаще всего в затылованных моделях используются напайные пластины, выполненные из быстрорежущих сталей.
К примеру, Р6М5 (HSS). Быстрорежущий сплав иностранного производства маркируется в соответствии с международными стандартами аббревиатурой HSS (High Speed Steel).
Для производства обшивочного материала выбирают мягкие или средние по плотности породы древесины. Хвойные – ель и сосна, широколиственные – липа, ольха. Поэтому выбор быстрорежущего сплава не случаен.
Более дорогой класс имеет напайные пластины на дисках из твердого вольфрамового сплава. В частности, отечественные сплавы ВК8, ВК15 (вольфрам и кобальт). Твердые сплавы иностранного производства имеют обозначение в соответствии с ISO как HM (Hard Material), что в переводе означает «твердый металл». Другое наименование – Solid carbide. Этот тип прекрасно ведет себя при резке больших объемов твердой древесины – дуба, ясеня, бука.
Типичная фреза для вагонки состоит из следующих элементов:
- оси конструкции с крепежной гайкой;
- двух дисков с ножами;
- подшипника, находящегося между режущими ножами.


Как из обрезной доски сделать вагонку
Мастер-класс от ютуб-канала «Самоделкин«.
Выбор обрезной доски
В домашней мастерской изготовить вагонку можно не из каждой обрезной доски. Для этого, как правило, используют 1 или 2 сорт пиломатериалов размерами 100х25х6000 мм. Это стандартный размер доски, который востребован на всех этапах строительства дома.
Есть определённые
требования к обрезной доске для вагонки. У пиломатериала должна быть
естественная влажность, но не более 16%. На досках не должно быть механических
повреждений, признаков гнили или червоточин.
 Обзольная доска для вагонки
Обзольная доска для вагонки
Породу дерева для
вагонки подбирают в зависимости от того, что будет обшиваться: наружная часть
дома, внутренние помещения, баня. Для самодельной вагонки обычно используют
недорогие породы древесины, которые часто встречаются в торговой сети:
- сосна — ярко выраженная текстура, высокая прочность, хорошие теплоизоляционные свойства;
- ель — светлая текстура, большое количество сучков, лёгкая обработка, не коробится, невлагостойкая;
- ольха — в текстуре много оттенков, высокая влагостойкость и теплоизоляция;
- липа — красивая текстура, лёгкая обработка, устойчивость к перепадам температуры.
Изготовление вагонки фрезером
Прежде всего, обрезную
доску, обработанную на фуговальном станке, остругивают рейсмусом. С его помощью
формируют геометрические размеры будущей вагонки.
Обработка доски на рейсмусовом станке
Обрезную доску можно
обработать и другим способом. Например, достаточно пройтись рубанком, а затем
зашкурить поверхность.
Перед фрезеровкой у
заготовок строгают рёбра, и острым ножом снимают обзол.
Снятие обзола
Так как после рейсмуса
поверхность у досок шершавая, то их приходится шкурить.
Вид досок перед фрезеровкой
Для фрезеровки
используют ручной фрезер мощностью 2100 Вт.
Ручной фрезер
Фрезеровку профиля выполняют
комбинированными фрезами, входящими в набор из двух фрез. Если пользоваться
отдельными фрезами, то работа займёт намного больше времени.










Профили фрезеровки
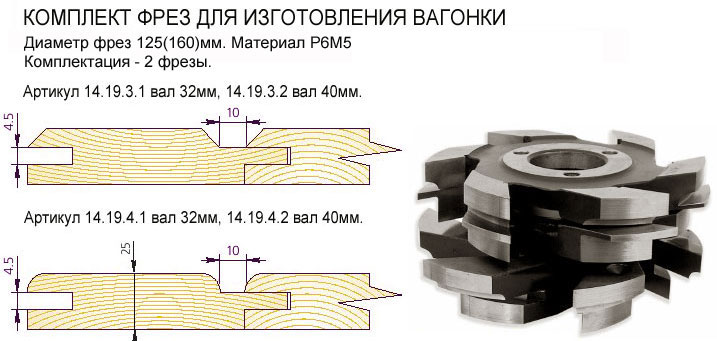
Набор фрез подходит для обработки древесины всех пород. В
наборе одна фреза большого диаметра, которая формирует стыковочный шип, а также
кант на фасадной части заготовки. Фреза меньшего диаметра формирует стыковочный
паз и кант на другой стороне доски.
Комплект фрез
Фрезу для стыковочного
шипа зажимают в шпинделе фрезера и выбирают глубину фрезеровки.
Установка фрезы на фрезер
Устанавливают параллельный упор, входящий в комплект
фрезера.
Собранный фрезер
Чтобы облегчить обработку обрезного материала, доски
укладывают на стойки обзолом вниз. Специальная рейка держит доску и не даёт ей
смещаться при фрезеровке.
Удержание доски на стойках
Первый пропил делают
фрезой стыковочный шип. Этой фрезой поочерёдно обрабатывают все доски. Обратная и лицевая сторона
обработанных досок имеет разный вид.
Обратная сторона обработанной доски
Лицевая сторона обработанной доски
На фрезере меняют фрезу
на стыковочный паз, и делают пропилы на одной доске, имеющей стыковочный шип.
Пропиленный паз вагонки
Проверяют правильность выбора высоты установки фрезы
стыковочный паз по наличию щели между двумя состыкованными вагонками.
Если фреза установлена
неправильно, то после стыковки будет щель. Достаточно утопить фрезу, и щель пропадёт.
Щель в досках после стыковки
После корректирования высоты установки фрезы стыковочный паз
фрезеруют все оставшиеся доски с шипами.
Качество вагонки, изготовленной фрезером, оценивают по
собранному щиту.
Лицевая часть щита из вагонки
Вид щита со стороны обзола
Перед монтажом вагонку
хранят в помещении. Если оставить материал на улице, то его поведёт, и рейки будут
непригодными для обшивки.
Вагонка, изготовленная фрезером, отличается надёжным замком.
Вид замка
Такой материал применяют для обшивки не только внутри
помещения, но и для обшивки наружных частей дома.
Обшивка внутри помещения
Обшивка наружной части дома
Видео мастер-класса:
Самодельный станок для производства вагонки
Почему многих домашних мастеров интересует, как сделать вагонку самому? Всё дело в экономической стороне дела. Приобретать готовые изделия в строительном магазине будет очень дорого по сравнению с изготовлением облицовки своими руками.
Прежде чем читать статью далее, обязательно нужно посмотреть видео о том, как устроен станок для производства деревянной облицовки стен:
Стоит ли покупать
Купить вагонку нетрудно. В продажу поступают различные ее виды, они отличаются используемой древесиной, цветом, фактурой, формой наружной поверхности, поэтому можно выбрать материал, идеально подходящий для любого проекта. При всем при этом у вагонки есть существенный недостаток – высокая цена.
Затевая крупный ремонт, нелишним будет рассмотреть вариант самостоятельного изготовления вагонки. Стоит отметить, что даже самый простой станок такого типа будет иметь высокую цену, и, прежде чем решаться на покупку, надо оценить ее рентабельность.
Нужен в домашней мастерской подобный станок или нет – решать самому мастеру, можно лишь привести несколько аргументов в пользу покупки:
- производство вагонки в домашней мастерской позволит заметно сэкономить на строительном материале;
- изготовленная своими руками продукция будет заведомо более высокого качества, чем аналогичная, поступающая в продажу;
- станок может стать источником дополнительного заработка ввиду ощутимой разницы в цене между обрезной доской и готовой вагонкой.
Также нельзя забывать и о том, что данный станок многофункционален. Сфера его применения не ограничена производством вагонки. С его помощью можно изготовить ряд других профилированных изделий из дерева, среди прочего: наличники, плинтусы, фигурные рейки для всевозможных рамок.
Требования к конструкции станка для производства вагонки
- Стандартная высота рабочей поверхности стола – 800 мм. Хозяин мастерской может изменить этот размер в соответствии со своим ростом.
- Поверхность стола делают из полированного материала. Это обеспечит лёгкое и беспрепятственное перемещение деревянной заготовки. Обычно столешницу делают из стального или алюминиевого шлифованного листа. Иногда, для покрытия стола берутся использовать листы МДФ, но в этом случае столешница при интенсивной эксплуатации быстро изнашивается. Станок можно покрывать текстолитом.
- Силовое устройство состоит из электродвигателя, оснащённого лифтовым подъёмником. Часто устанавливают ручной фрезер, который уже снабжён лифтом. Головка оси фрезера должна быть приспособлена под смену фрез разного размера.
- В рабочей зоне нужно обязательно установить сопло для отсоса древесной пыли. Соответственно сопло присоединяют шлангом к пылесосу.
- Снизу стола фрезер крепят к монтажной пластине, установленной с нижней стороны столешницы. От толщины пластины во много зависит максимальный вынос фрезы над поверхностью рабочего стола.
- Прижимные устройства (параллельный, поперечный упор и толкатель) должны обезопасить руки оператора во время работы от случайного соприкосновения с режущей поверхностью фрезы.
Конструкция станка
Самодельные станки для изготовления вагонки – это фрезерное оборудование. Промышленный станок такого назначения представляет собой достаточно сложное и дорогостоящее оборудование, рассчитанное на массовое производство облицовочного материала.
Существует много вариантов изготовления своими руками станков для производства вагонки. Оборудование состоит из 3 основных частей:
- 1. Станина.
- 2. Рабочий стол.
- 3. Фрезер.
Станина
Опорную часть рабочего стола лучше всего делать из сваренных металлических деталей. Опоры делают из уголков 50 х 50 мм. Боковые стороны верстака обшивают стальным листом толщиной 2 мм. Станину собирают также из строительной фанеры. Если станок не будут интенсивно использовать, то для изготовления станины подойдёт любой прочный материал.
Стол должен иметь проём для размещения в нём силового агрегата и свободного расположения ступней ног оператора во время работы станка.
В некоторых случаях, в качестве станины стараются использовать старый деревянный стол. Но лучше этого не делать. Старые деревянные конструкции крайне ненадёжны. Во время работы станок подвергается динамическим нагрузкам. Поэтому все расшатанные узлы стола нужно обязательно укрепить.
Надо предусматривать ситуации, когда станок нужно переместить в другое место. Поэтому станина не должна быть чрезвычайно тяжёлой.
Рабочий стол
Процесс производства вагонки своими руками заключается во фрезеровании доски с двух сторон. Рабочий стол должен обеспечивать скольжение сырья по своей поверхности. Кроме того, изготавливаемая вагонка своими руками должна точно направляться упорами.
Виды фрез по дереву
В большинстве случаев, понадобятся не все фрезы, а только пазовые. Но для нанесения декоративных насечек могут пригодиться и другие. При покупке фрезы по дереву для изготовления вагонки нужно учитывать диаметр хвостовика. Для этого следует узнать, какими цангами укомплектован имеющийся ручной фрезер или станок. Чаще всего встречаются фрезы с диаметрами хвостовиков: 6,8 и 12 мм.
Дюймовые фрезы и обычные (с хвостовиками, измеряемыми в мм.) не являются взаимозаменяемыми. То есть, их нельзя вставлять в «миллиметровую» цангу, хотя кажется, что разница составляет всего лишь десятые доли миллиметра.
По конструкционным особенностям фрезы бывают:
- Монолитные – режущие кромки и хвостовик являются единым целым. Это самый дешевый и распространенный вид. Когда рабочие кромки тупятся, фрезы выкидывают.
- Со сменными режущими кромками, двусторонние ножи снимаются, их можно переворачивать другой стороной.
- Сборные – режущие элементы приварены (припаяны) к основному стержню.
- Для мягких пород древесины используют быстрорежущие сплавы, обозначаются буквами HM.
- Если обрабатываемая поверхность твердая, то используют твердосплавные виды сталей – HSS.
- Пазовые прямые фрезы – с их помощью можно получить прямоугольный паз, рабочая часть самой фрезы имеет вид цилиндра с режущими нижними кромками.
- Пазовые галтельные – похожи на пазовые прямые с закругленной рабочей кромкой, в результате форма паза получается в виде буквы «U».
- Пазовые галтельные V-образные – инструмент применяют для получения различных V-образных пазов, они отличаются по размеру паза и величине углов.
- Пазовые конструкционные – после фрезерования, паз имеет форму буквы «Т», перевернутую вверх ногами. Или «ласточкин хвост», – паз в виде равнобедренной трапеции, которая сужается к верху.
- Пазовые фасонные – нужны для создания фигурной резьбы, работы с кромками, паз напоминает воронку и другие симметричные элементы.
- Кромочные – отличаются тем, что предназначены для обработки торцов и кромок, часто в конструкции присутствует подшипник для работы по шаблону.
- Кромочные прямые – нужны для получения прямого угла между верхней плоскостью заготовки и торцевой части.
- Кромочные калевочные – для получения полукруглой кромки в виде волны, причем разной формы (в зависимости от того, какая часть режущей плоскости используется), в двойных фрезах может присутствовать регулировка зазоров между лезвиями фрезы.
- Кромочные фальцевые – позволяют выбрать прямоугольный паз, четверть на ровной либо криволинейной заготовке. Глубина обработки регулируется при помощи положения фрезера или диаметром упорного подшипника.
- Кромочные конусные – нужны для создания разного рода декоративных фасок, для работы с кромками перед их стыковкой с другими изделиями, и так далее.
- Кромочные галтельные – с их помощью получают полукруглые пазы, Для того, чтобы во время работы не было перекосов, в конструкции инструмента предусмотрено 2 подшипника.
- Кромочные фигурные (мультипрофильные) – для создания сложно-профильных боковых кромок, длина таких фрез больше, чем у обычных, для нормальной работы требуется мощный фрезер.
- Кромочные полустержневые – нужны для получения полукруглого выступа на торце.
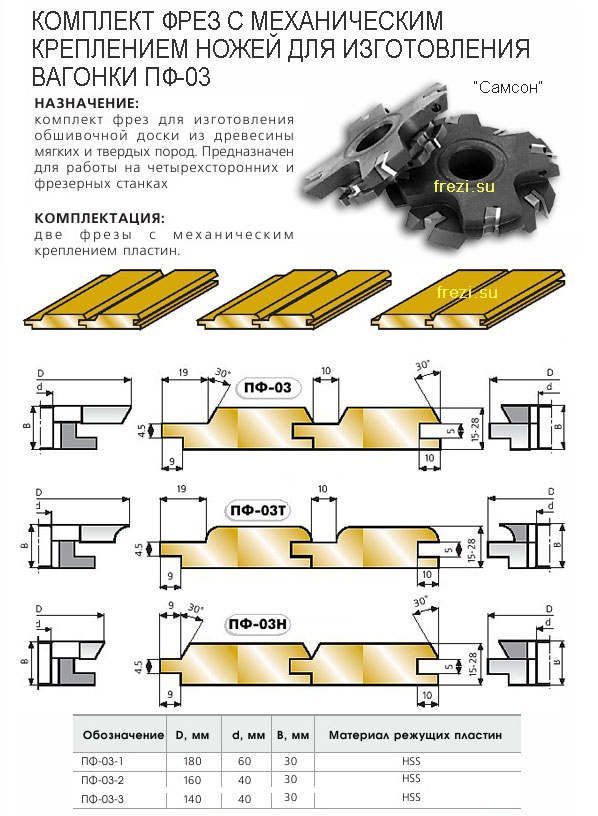
- Комбинированные фрезы используются для создания шиповых соединений нескольких досок, как для угловых, так и для щитовых конструкций.

Более всего для работы понадобятся пазо-шиповые фрезы для вагонки. Именно при помощи этого инструмента создается система паз-шип, для соединения панелей во время сборки. Они идут в комплекте по две штуки. И для работы уже не придется рассчитывать размеры паза и шипа.
Есть разновидности пазо-шиповых обычных парных фрез и таких, которые предназначены именно для создания панелей вагонки. Последние отличаются тем, что позволяют одновременно протачивать паз/замок и скруглять кромки с лицевой стороны. Применяя обычные фрезы, можно делать плоские щиты из досок, например, для гаража, где декоративные фаски не нужны.
Не пропустите: Копировально-фрезерный станок по дереву: для чего он и как сделать своими руками
Комбинированные рамочные – это наборные комплекты, лезвия можно располагать на основной оси, в зависимости от того, какую работу предполагается выполнять. Имеют в своем составе: один или несколько упорных подшипников, стопорную шайбу-гровер и зажимную гайку.
Фигирейные – нужны для декоративной обработки кромок при создании филенок. Так как есть подшипник, то обрабатывать можно и прямые, и полукруглые поверхности. Диаметр рабочей кромки таких инструментов достаточно велик, поэтому для работы нужно мощное электрооборудование.

Виды инструментов для оснащения ручного фрезера
Выбирая инструмент для того, чтобы оснастить им свой ручной фрезер, вы должны в первую очередь определиться, какие задачи собираетесь решать с его помощью. Кроме того, следует учитывать и характеристики материала, который будет обрабатываться (фрезы по дереву, например, изготовлены из более мягкого материала, чем фрезы по камню).








На современном рынке, как уже говорилось выше, представлено множество разнообразных фрез, предназначенных для оснащения ручного электроинструмента. Если говорить о наиболее популярных типах, то следует выделить:
- фрезы для вагонки;
- фрезы для филенки;
- инструмент для выполнения работ по камню;
- спиральные фрезы, предназначенные для работ по дереву.
Изготавливаем вагонку в домашних условиях
Фреза для изготовления вагонки, которая показана на фото, поможет вам с любым шпунтом
Важно, настроить правильно станок, а именно выбрать фрезу по диаметру и глубине.
Самостоятельный процесс изготовления
- – задача не из простых, но это совсем не значит, что вы не сможете это сделать. Главное, в этом деле — внимательность и соблюдение техники безопасности;
- Для начала сделайте фугованные заготовки, чтобы они были ровными. Сделайте сразу же срез на одной стороне необрезанной доски, а потом приступайте к определению ширины панели;
- При работе ручным фрезером нужно быть предельно осторожными. Потому что этот прибор считается опасным. Иногда даже мастера своего дела совершают ошибку и травмируются, так что новичкам нужно быть всегда начеку. Не забывайте о технике безопасности, а также следите за толщиной изделия, чтобы ваш материал был ровным;
- Изготовление вагонки ручным фрезером под силу даже новичку, если тот перед началом работы ознакомится со всеми правилами работы с данным устройством. Не забывайте о том, что гарантирует вам безопасность работы, не стоит экономить на этом.
От чего зависит качество самодельной вагонки
Работать с пиломатериалами намного сложнее, чем с металлом. В природе не существует двух полностью одинаковых досок, не говоря уже о различных свойствах мягких и твердых пород. Металл же не имеет сучков, не впитывает влагу, не имеет пороков развития и т. д. А эти показатели оказывают влияние на технологию обработки. Промышленное оборудование позволяет намного упростить процесс за счет большой массы станков, точности регулировок, стабильной механической подачи и прочного прижатия.

Самодельная вагонка
В домашних условиях все параметры резания нужно соблюдать самостоятельно и оперативно изменять их в зависимости от особенностей доски и возможностей станка. О чем следует помнить?
Обращайте внимание на расположение волокон, никогда не обрабатывайте пиломатериалы «против шерсти».
Следите за состоянием подшипников. Малейшее биение непременно скажется на шероховатости поверхностей
Как только обнаружится, что вал станка немного шатается – подшипник нужно срочно менять или, при возможности, регулировать. Десятые доли миллиметра вибрации заметно ухудшают конечное качество.
Исправность режущих инструментов – одна из важных составляющих чистоты поверхности. Пилы и фрезы должны быть острыми. Если вы изготавливаете фрезы самостоятельно, то используйте только прочные марки инструментальной стали. Геометрия всех фрез должна быть одинаковой. В противном случае некоторые из них не будут работать, а это очень нежелательное явление.
Точно выставляйте фрезы, не спешите. Неопытному мастеру выставить сразу все фрезы очень сложно, не расстраивайтесь. Потеряйте больше времени, но добейтесь желанного результата. Потерянное время в дальнейшем с избытком окупится.
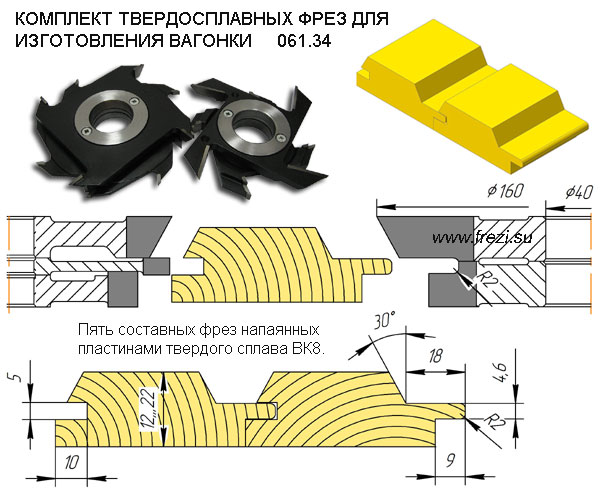
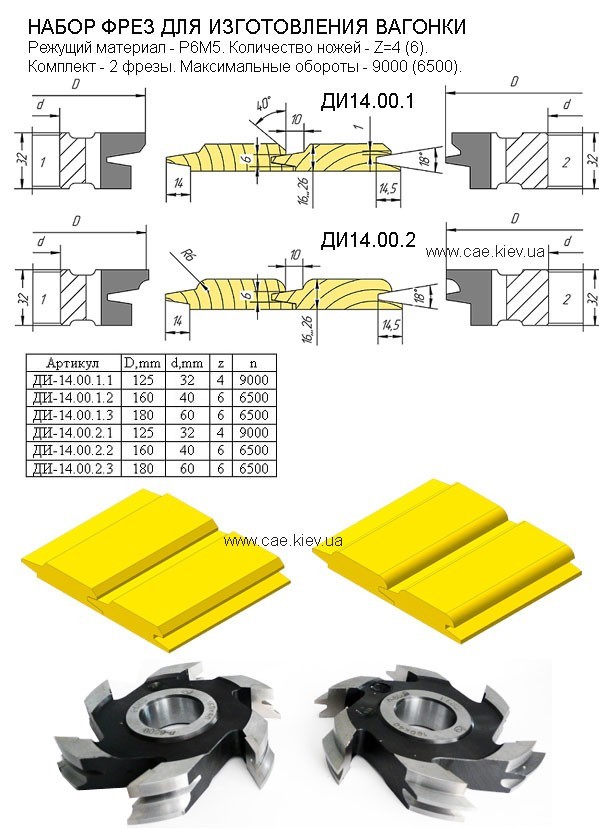
Фрезы формуют шип и паз, а также определяют геометрию вагонки
Чем больше фрез, тем лучше. Если головка позволяет устанавливать четыре, то так и поступайте, не работайте с двумя. Четыре фрезы немного увеличивают время установки, зато потом станок работает больше времени – они меньше тупятся.
Комплект фрез
Всегда пользуйтесь полностью одинаковыми клиньями для фиксации ножей. Даже небольшие различия в массе становятся причиной вибрации головки. Вибрация не только ухудшает качество обработки, но и становится причиной быстрого износа подшипников, повышает риск получения травм.
Соблюдайте режимы резания пиломатериалов
Это очень важное условие. К режимам резания относится число оборотов вала, количество режущих плоскостей, скорость подачи и угол заточки
Говорить на эту тему можно очень долго, режимы резания имеют огромное количество вариантов. Начинающим мастерам нужно хоть немного ознакомиться с теорией, а в дальнейшем все зависит от умения практически учиться и желания работать с деревообрабатывающими станками.
Перед подачей доски на станок осмотрите ее, выберите оптимальное направление резания с учетом особенностей поверхностей, наличием и видом сучков и иных дефектов.
Готовую вагонку складываете ровными штабелями, не ставьте ее вертикально, не разбрасывайте по всей мастерской. Чистота и порядок – свидетельство профессионализма мастера.
Вагонка сложена ровными штабелями
Если мало опыта, то вход/выход доски может быть бракованным из-за незначительного изменения направления движения и непараллельности с линейкой. Имейте это в виду во время определения длины вагонки, делайте запас по длине.
При соблюдении вышеперечисленных рекомендаций, пользоваться шлифшкуркой для окончательной подгонки поверхностей не нужно. Помните, что только дилетанты так изготавливают вагонку, что ее потом приходится долго и нудно вручную шлифовать.
Выборка пазов и четвертей
Чтобы выбрать паз на пласти заготовки или ее кромке (торце), можно использовать параллельный упор, как и при врезке дверных замков. Но можно изготовить и специальное приспособление, облегчающее процесс, если требуется выбрать пазы в большом количестве одинаковых деталей из дерева. Как выглядит приспособление для выборки пазов, показано на следующем рисунке.
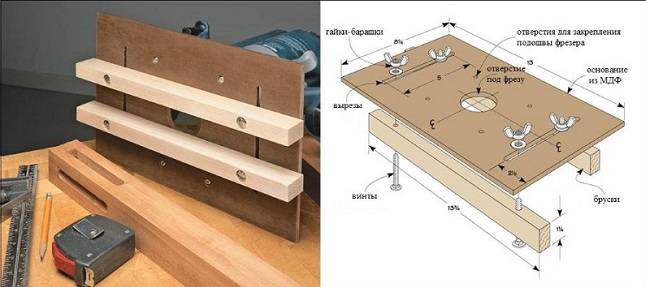
Настраивается данное приспособление просто:
- агрегат устанавливается на площадку приспособления;
- вся конструкция накладывается на заготовку;
- с помощью параллельных направляющих прямая пазовая фреза центрируется относительно разметки на заготовке;
- после настройки глубины погружения оснастки (обычно требуется несколько проходов) происходит изготовление пазов.
Чтобы выбрать четверть в деревянной заготовке, используют пазовую фрезу с подшипником.

В качестве направляющей для оснастки служит кромка (торец) заготовки. Инструмент зажимается в цанге агрегата, после чего устанавливается высота погружения и проводится выборка четверти обычным способом.


Выбор четверти – это не единственная функция данной оснастки. С ее помощью можно выбрать паз вдоль кромки заготовки и сделать шпунтованную доску. Глубина паза регулируется сменой упорных подшипников различного диаметра.

Процесс изготовления
Вагонка представляет собой хорошо обработанную, зачищенную от шероховатостей доску, с одной стороны которой имеется паз, а с другой – шпунт/шип для соединения. Конструкция достаточно проста, поэтому нет ничего не возможного в том, чтобы изготовить ее самостоятельно.
Для этого понадобятся:
- фрезер ручной или станок;
- набор фрез;
- доски.
Для производства вагонки понадобятся зачищенные фугованные доски. Такие заготовки можно сделать самостоятельно или приобрести готовые. Делая персональные заготовки, лучше брать недлинные доски (до 2 м). С ними легче управляться и результат будет точнее. Сначала нужно необработанную доску подрезать с одной стороны, а затем от ровного края отмерить нужный размер. Оптимальной шириной считается 7 – 10 см, хотя все это на усмотрение мастера.


Подготовив таким образом дерево, приступаем к следующему этапу. Необходимо выпилить шип и паз по периметру доски.
На станке это происходит в несколько этапов.
- Выбранная фреза устанавливается на станок.
- Опусканием или подниманием стола регулируется глубина паза.
- На заданное расстояние устанавливается линейка. Во время работы необходимо следить, чтобы заготовка плотно прилегала к ее кромке, иначе размер собьется.
Для производства вагонки ручным фрезером нужна калиброванная доска. Изготовить ее на ручном фрезере не получится, необходим рейсмус. Ширина гребня должна быть 4 – 6 мм. Более тонкий будет обламываться, а толще не возьмет кляймер. Его делают торцевой фрезой. Затем филенчатой проходят сверху и снимают остаток так, чтобы ровный участок был не менее 5 мм. С другой стороны снимается фаска меньшего размера. Также необходимо следить за толщиной материала, чтобы получить ровное изделие.


Работа с фрезером может быть травмоопасной, поэтому необходимо четко знать и соблюдать правила эксплуатации оборудования. И тогда процесс изготовления не принесет неприятных неожиданностей, а будет в радость.
Производители дают несложные советы для продления ресурса фрезы.
- При работе с деревом скапливаются смолянистые отложения, что приводит к преждевременному износу. Поэтому необходимо ежедневно очищать инструмент от налета.
- Не приступать к работе тупым инструментом. Отсутствие заточки может провоцировать подгорание режущей кромки и возникновение неисправимого дефекта на рабочей поверхности.
- Соблюдать правила заточки. У затылованных моделей ее выполняют по передней грани режущего инструмента камнями СМ1, СМ2, с зернистостью А25 или А35. Заточку ножей из твердосплавных материалов делают алмазными кругами. Не забывайте следить, чтобы не возникало подгорания кромки.
Если внутренний вид вашего жилья оставляет желать лучшего, хочется сделать ремонт, но просто поклеить обои уже скучно и совсем неинтересно. Тогда отличным решением вашей проблемы станет облицовка стен вагонкой. Обшивка стен декоративными досками своими руками станет для вас идеальным творческим решением, а использование вагонки сократит ваше время на поиск материалов для облицовки. Материалы для ремонта вы можете выбрать самостоятельно, вагонку можно как приобрести уже готовой, обработанной доской, так и обработать самостоятельно, правда, для этого вам понадобятся хотя бы минимальные умения в этой области, а также специальный фуговальный станок, с помощью которого можно изготовить такие доски.
Изготовление вагонки ручным способом
Фрезы
Фрезы для ручного фрезера для изготовления вагонки и других изделий. Большой набор
Ручные фрезы по дереву можно подразделить на подшипникоые (или кромочные) и безподшипниковые. Первые применяются для изготовления вагонки, а вторые используются для разовой обработки какой-либо детали, но для них нужно вспомогательное оборудование.
Пазовые галтельные фрезы
Фрезы для изготовления вагонки для ручного фрезера могут иметь соотношение диаметра (D) к радиусу (R) паза на панели: 9,5-4,8 мм, 12,7-6,35 мм, 15,8-7,9 мм и 199,5 мм. Диаметр хвостовикаика при этом останется 8 мм. Для вагонки такие фрезы использовать можно, но неудобно.
Универсальные фрезы для изготовления вагонки
Такая фреза для вагонки, как на фото вверху может использоваться как с ручной фрезерной машинкой, так и с фрезерным станком, который укомплектован цангами. Диаметр фрез в данном случае 50 мм и 35 мм — соответственно при диаметре хвостовика 8 мм.
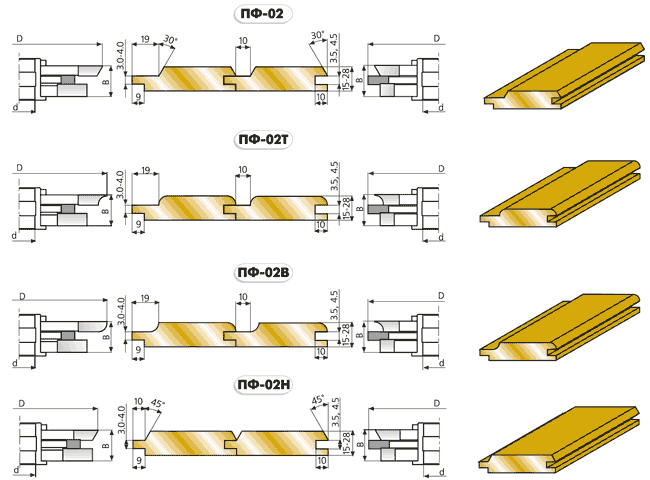
Насадные фрезы для изготовления вагонки
Такая фреза для изготовления вагонки позволит сделать панели с любым видом шпунта. Самое основное – правильно настроить станок и подобрать размеры фрез по глубине и диаметру.





Изготовление вагонки
Выровняйте одну сторону доски
Для изготовления вагонки своими руками вам нужно сделать ровные фугованные заготовки из необрезной доски. В первую очереди делаете срез по одной стороне, а затем определяетесь с шириной будущей панели.
Устанавливаете линейку на нужную ширину
Для определения ширины обратите внимание на все имеющиеся у вас доски, чтобы панели получились одинаковыми. Конечно, строгая инструкция с указаниями здесь отсутствует, но самый оптимальный размер доски будет от 7 то 10 см
Фугованная доска
При фуговании досок будьте очень осторожны, потому что большинство травм плотники получают именно при этом процессе. Руку или палец здесь, конечно не отрежет, но раны очень кровоточат и долго заживают, хотя в первый момент даже не чувствуется боль. Чтобы толщина всех досок получилась одинаковой – считайте количество проходов по фрезе – миллиметровой точности вы, конечно, не добьётесь, но разницу никто не заметит.
Вагонка с пазами по обе стороны соединяется тонкой рейкой
При спиливании обзола иногда остаётся довольно много дерева и его не следует выбрасывать. С этих отходов можно напилить тоненьких реек для соединения, а вагонку сделать с пазами по обе стороны.
Выпиливание паза фрезой
Когда доска обрезана и фугована, вам остаётся сделать шип и паз, то есть шпунтовать её по периметру. Устанавливаете фрезу на станок и, опуская или поднимая стол, регулируете глубину паза. Линейку придвигаете на нужное расстояние и следите за тем, чтобы во время обработки доска всегда была плотно прижата к её кромке.
Обработка доски на рейсмусе
А как сделать вагонку ручным фрезером, ведь до этого мы обращали внимание на пусть и переносной, но всё же станок. Для этого понадобится калиброванная доска, а такую уже не сделаешь ручным способом – её только нужно пропускать через рейсмус
Работа ручным фрезером
Гребень делают торцевой фрезой, а его ширина регулируется шайбами, но при этом очень важно, чтобы толщина была не менее 4 мм, потому что более тонкий будет отламываться. Но делая такие полочки, желательно, чтобы их захватил кляймер, а он возьмёт не более 6 мм.
Затем филёнчатой фрезой снимите остаток вверху, но при этом позаботьтесь, чтобы прямой участок был не менее 5 мм
Изготовление вагонки ручным фрезером, вернее, другая сторона, делается так же, только фаска филёнчатой фрезой снимается меньшего размера.
Заключение
Использование ручного фрезера при изготовлении вагонки – отличный вариант для домашнего мастера. Качество конечного изделия при грамотном использовании оборудования ничуть не уступает промышленным образцам, а в чем-то будет и превосходить, с точки зрения художественного оформления. Для более точной обработки кромок на заготовках приобретайте фирменные фрезы, в том числе и известных китайских компаний.
5240
1
Деревянная вагонка своими руками – 3 способа самостоятельного изготовления
Деревянная вагонка – это востребованный отделочный материал с единственным недостатком: он дорого стоит. Впрочем, высокая цена – еще не причина для того, чтобы отказываться от использования деревянной вагонки, ведь при желании материал для отделки дома можно сделать самому. Я расскажу, как производится вагонка своими руками на доступном деревообрабатывающем оборудовании.





