
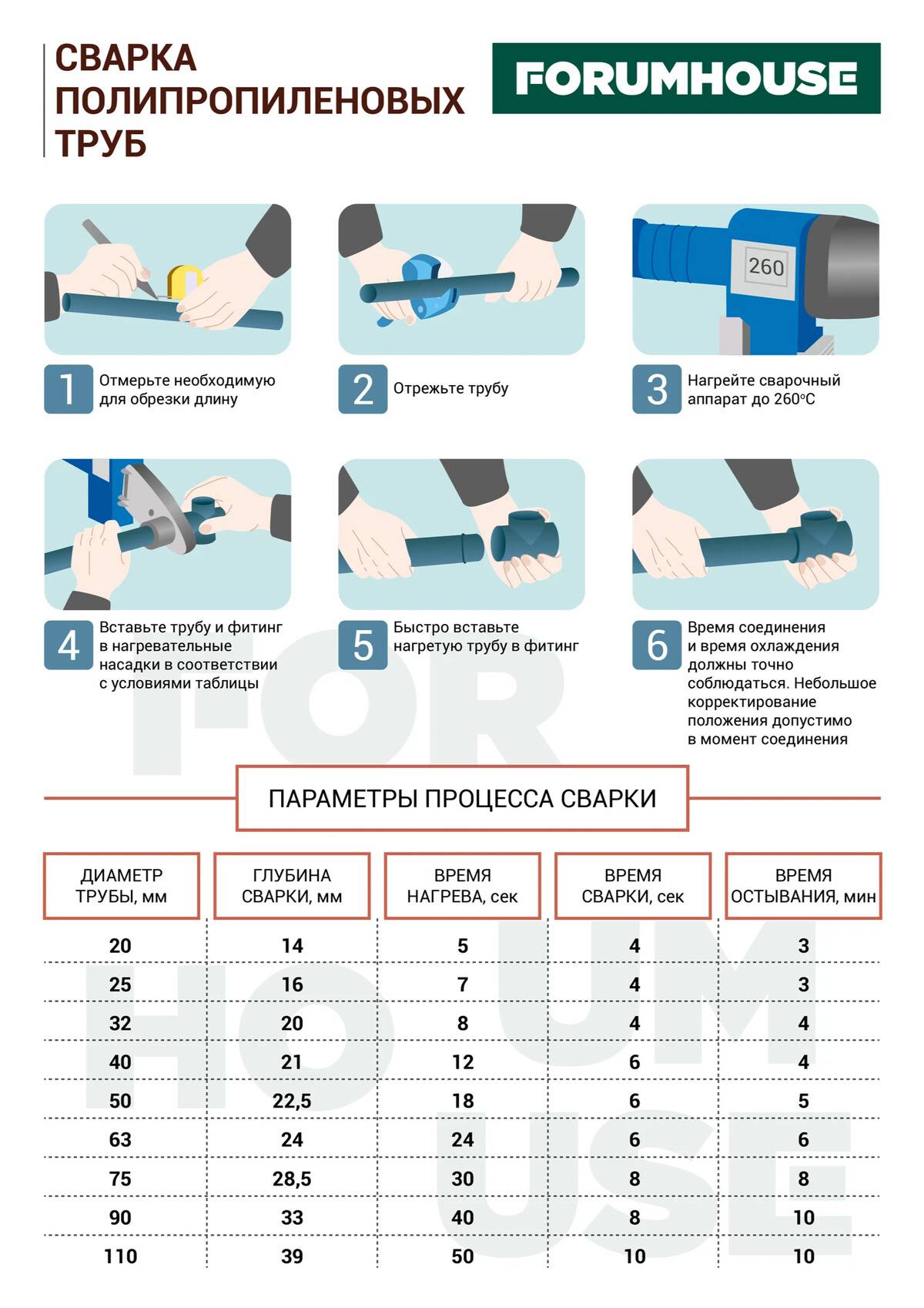
Как выглядит процесс пайки: этапы и видео
Обычные трубы при помощи пайки соединяются немного не так, как армированные. Чтобы сварить обычные трубы, подберите насадки и установите на аппарат, соблюдая прочность соединения, иначе он быстро сломается.
Включите аппарат и установите требуемую для нагревания температуру используя при этом прилагаемую таблицу, где указаны оптимальные температурные режимы для того или иного материала. Когда показатель достигнет требуемой отметки, сработает индикатор готовности. Далее сделайте следующие действия:
- возьмите фитинг и части труб для соединения друг с другом;
- вставляйте фитинг в насадку изнутри;
- наденьте трубу в насадку с внешней стороны;
- установите таймер для нагревания;
- вынимаете нагретые части и соединяете при вставке конструкции в фитинг.
При пайке армированных конструкций снимите слой фольги, чтобы соединение было максимально надежным. Потом процесс аналогичен сварке обычных конструкций.
Итак, когда вы несколько раз перечитаете советы по пайке и пересмотрите обучающее видео, со временем вы поймете, что освоить данный навык было не так уж и сложно. А это новые возможности и новая профессия.
Пайка проводов без паяльника при помощи паяльной ленты
Несмотря на то, что обычный паяльник встречается в наших домах куда чаще его аналога для пластиковых труб, его все равно может не оказаться под рукой в нужный момент, когда вам понадобилось соединить два провода. Конечно, можно попытаться скрутить их и замотать «синей изолентой», но такой вариант носит лишь временный характер. В то же время соединить провода «навечно» можно и без паяльника.
Поможет нам в этом специальная паяльная лента, которая позволяет создать вокруг провода прочный полимерный слой, обеспечивая полноценное соединение и изоляцию проблемного места. Этапы работы с данной лентой следующие:
- Зачистка проводов, которые мы будем соединять и их последующая скрутка;
- Снятие с ленты защитного слоя и оборачивание вокруг места скрутки;
- Нагрев ленты открытым пламенем до момента расплавления и равномерного покрытия проблемного места. Для этого подойдут обычные спички;
- После остывания ленты снимаем лишний флюс. Провод полноценно соединен и готов для дальнейшего использования.
Способы пайки полипропиленовых труб
Самым надежным методом соединения полипропиленовых труб является технология диффузного монтажа. Этот способ хорошо подходит для однородных элементов, которые стыкуются для образования единого водовода. В практике организации снабжающих систем используется и полифузный метод, при котором сварочным аппаратом воздействуют только на один стыкуемый элемент.
Существуют технологии, которые не требуют обязательного применения паяльника для пайки полипропиленовых труб. Это метод так называемой холодной сварки. Технология применима для водопроводов низкого давления. Стыковка элементов системы осуществляется на специальный клей, который после высыхания образует надежное соединение полипропиленовых труб.
Раструбная
- Для пайки труб небольшого диаметра (до 50 мм) используется простой ручной аппарат. Если нужно соединять трубы большого диаметра, то пользуются устройством с центрирующими приспособлениями.
- Две разогревающие насадки представляют собой гильзу, на которую надевается ПВХ труба.Еще в этой конструкции есть дорн (приспособление для перемещения заготовки в отверстии гильзы), в который вставляется соединительная муфта.
- Аппарат для пайки полипропиленовых труб нужно установить на ровную горизонтальную поверхность и оставить для разогревания до требуемой температуры. Процесс разогрева длится 10-15 минут – это зависит от мощности аппарата.
- При пайке труб, которые принадлежат к категории PN 10 и PN 20 (разница в рабочем давлении) нужно очистить стыки от грязи и заусенцев. Если нужно паять армированные трубы ПВХ, то нужно шейвером снять верхнюю часть трубы, чтобы она легко наделась на фитинг. Шевингование делается на глубину вхождения трубы в муфту.
- Фитинг и труба надеваются на насадки паяльника и выдерживаются для разогрева нужное время, которое определяется мощностью паяльника и температурой в помещении. Инструкции по временной выдержке есть в документации к аппарату.
- Нагретые детали нужно быстро снять с устройства и соединить друг с другом поступательным движением. Круговые движения не допускаются.
- Соединенные детали нужно выдержать в неподвижном положении некоторое время, чтобы трубы не деформировались. После полного остывания участка соединение готово к эксплуатации.
Стыковая
Монтаж трубопровода диаметром больше 50 мм делается другим способом — используется стыковое соединение фрагментов. Такой способ пайки эффективен и оправдан только для труб с толщиной стенки более 4 мм.
- Перед пайкой торцы труб нужно выровнять так, чтобы они были параллельны друг другу.
- Использовать центрирующие приспособления обязательно, так как нужно соблюдать строгое совпадение осей.
- Для разогревания поверхностей используют дисковый нагревательный элемент, у которого поверхность нагрева идеально плоская.
- Остальные технологические операции – такие же, что и при раструбной пайке.
Пайка седел
Это разновидность стыковой пайки. При таком способе пайки к поверхности трубы нужно припаять специальное седло, которое имеет раструб с углом 90˚. Собирая трубопровод из полимерных труб, используют специальный паяльник для полипропиленовых труб.
После остывания этого фрагмента нужно просверлить через седло отверстие в ПВХ трубе. Затем к седлу нужно припаять другую трубу. У вас должна получиться конструкция из труб, которая по форме напоминает букву «T».
Ваши движения должны быть четкими быстрыми. При отсутствии опыта пайки попробуйте сделать несколько пробных швов.
При какой температуре паять полипропиленовые трубы?
Полипропилен начинает плавиться при температуре 140°C, а рабочая температура паяльника обычно составляет 260°C, чтобы обеспечить полную диффузию материалов.
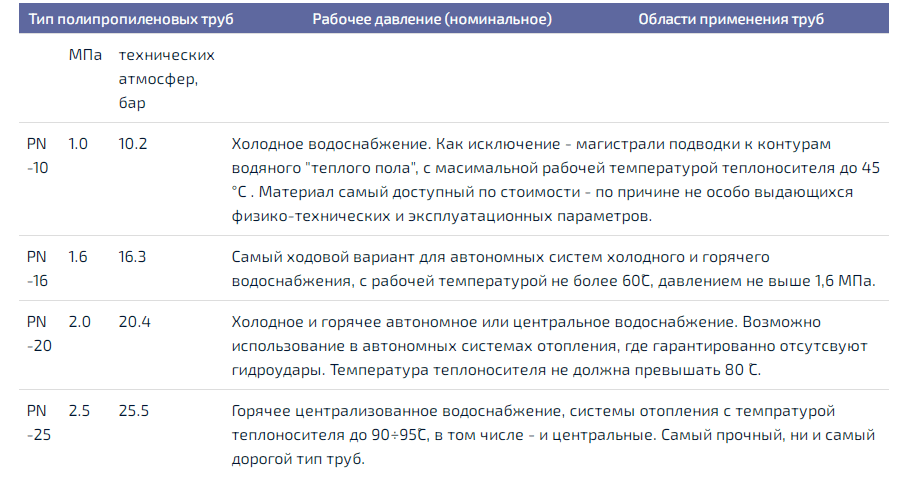
Трубы марки PN10
| Толщина стенки | Наружный диаметр |
| 1,9 мм | 20 мм |
| 2,3 мм | 25 мм |
| 3,0 мм | 32 мм |
| 3,7 мм | 40 мм |
| 4,6 мм | 50 мм |
| 5,8 мм | 63 мм |
| 6,9 мм | 75 мм |
| 8,2 мм | 90 мм |
| 10 мм | 110 мм |
Диффузионная сварка полипропиленовых труб.
Диффузионная сварка осуществляется путем нагревания двух деталей с последующим их соединением, в результате чего происходит взаимное проникновение материалов расплавленных деталей (диффузия).
Пайка полипропиленовых труб осуществляется на специальных аппаратах, которые обеспечивают четкий контроль за температурой расплавляемых деталей. Сваривать детали можно только из одинакового материала.
Физические и химические свойства сварочного шва не отличаются от свойств основного материала, за счет этого гарантируется долговечность всей системы трубопровода.
Распространенные ошибки при сварке пластиковых труб
Фитинги и трубы приобретают с запасом, чтобы потренироваться, перед тем, как сваривать трубопровод. Полипропилен от разных производителей различается по химическому составу, прогревается при разной температуре
Важно проверить время выдержки заготовок на паяльнике, пластик не должен прогреваться полностью, а только на 1/3 толщины. Нельзя допускать внутренних наплывов в трубопроводе. Типичные ошибки новичков:
Типичные ошибки новичков:
- Плохая подготовка соединений. Фольгированный слой снимают полностью по всей разогреваемой площади.
- Варить нужно только чистые трубы. Поверхность, на которой будут лежать заготовки, должна быть без грязи и пыли. Труба должна быть сухой, без остатков воды.
- Соединяют разогретые заготовки только соосно. Для исправления неправильного позиционирования отводится несколько секунд. При деформации пластика качество шва снижается.
- Несоответствие фитингов и труб. Они должны быть из одного материала. Экономия на комплектующих неуместна. При самостоятельной сборке водоводов собственник несет ответственность за качество швов. При аварии будет оплачивать ремонт в нижних квартирах.
Сваривать пропилен в домашних условиях несложно. Инструмент сдают в аренду, освоить его легко
Важно придерживаться режима сварки. Предварительно удостовериться, что температура нагрева, время выдержки подобрано правильно. Некачественный шов срезают, варят стык снова
При соблюдении технологии трубопровод прослужит долго
Некачественный шов срезают, варят стык снова. При соблюдении технологии трубопровод прослужит долго.
Используемое оборудование
Для соединения элементов при помощи муфты используется специальный паяльник, который оснащен массивным металлическим нагревателем.
На поверхности плиты предусмотрено гнездо для установки наконечников, соответствующих диаметру секций трубопровода. Для прямой или стыковой сварки необходим аппарат с механизмом центровки соединяемых деталей.
Дополнительная оснастка и инструмент, используемые при пайке трубопроводов:
- специальные ножницы для резки деталей;
- рулетка и инструментальная линейка для разметки;
- слесарный угольник;
- приспособление для зачистки армированных труб (шейвер);
- карандаш с мягким грифелем или маркер для разметки;
- нож для разделки фасок (необходим при стыковой сварке);
- жидкость для обезжиривания поверхностей перед пайкой.
Способы соединения

Организация трубопроводной системы с изгибами и поворотами
В отличие от металлических и металлопластиковых изделий, в полипропиленовых трубопроводах не применяют резьбовые соединения, их части соединяются тепловой обработкой, частично расплавленные в местах стыков элементы при охлаждении формируют монолитный полимер.
В зависимости от диаметра изделий применяют два основных метода:
- Муфтовый или “враструб” используют, если диаметр не превышает 63 мм. Обычно таким образом соединяют трубы с фитингами в местах поворота магистрали или ее разветвления
- Стыковой метод предполагает расплавление срезов, их соединение под давлением и последующее охлаждение. Основной проблемой при самостоятельном соединении изделий таким методом является совмещение осей двух частей для обеспечения их параллельности

Фитинг для соединения трубопровода из металла с полимерной (PP) частью
Для соединения пластиковых участков с металлическими применяют фитинги с установленной в них внутренней частью с металлической резьбой, что позволяет присоединить трубу из полипропилена к металлической при помощи резьбового соединения.
Свариваемые враструб детали нельзя соединить друг с другом в холодном состоянии.
Лучшие инверторы | ТОП-10 Рейтинг + Отзывы
Сварка труб в неудобном месте
На прямых трубных прогонах паять трубы значительно легче, чем в труднодоступных местах. Во избежание неприятных моментов в процессе монтажа системы трубопровода лучше всего собирать его на поверхности стола. Бывают случаи, когда спаять трубы нужно в неудобном месте – возле батареи, под потолком, у стены или на углах. При самостоятельном монтаже без еще одной пары рук не обойтись.
Все движения должны быть точными и быстрыми, а если появилось малейшее искривление – замените элемент
Важно соблюдать постоянную температуру, перегревание труб из пластика при соединении в местах с ограниченным доступом приводит к потере ими формы и проблемам с дальнейшим монтажом
Рекомендации по эксплуатации парника
Чтобы парник из труб полипропилена служил долго надо правильно за ним ухаживать:
- если парник не капитальный, то его лучше демонтировать на зимний период;
- после демонтажа все элементы необходимо помыть и просушить;
- хранить детали парника следует в защищённом от атмосферных осадков месте;
- ежегодно надо делать дезинфекцию специальной жидкостью или газом, можно использовать серную шашку, после чего его на один день нужно закрыть, чтобы погибли все паразиты.
Кроме того, если парник из поликарбоната, то:
- около него нельзя разводить костёр, так как этот материал боится огня;
- мыть парник укрытый таким материалом нужно обычной водой, с добавлением не агрессивных моющих средств, лучше хозяйственного мыла;
- мыть рекомендовано не в жаркую погоду, так как это плохо скажется на покрытии;
- осенью следует осматривать постройку на наличие трещин, при их обнаружении они замазываются герметиком;
- если парник остаётся на зиму, то внутрь надо накидать много снега, это защитит листы от повреждений, а также укрепить саму конструкцию.
При правильном уходе за парником, он прослужит вам долго, и не будет требовать дополнительных вложений.
Как видите, сделать своими руками на участке парник, используя полипропиленовые трубы дело несложное, и обойдётся не дорого. Зато, наличие такого сооружения значительно увеличит ваш урожай и повысит его качество.








Ошибки при пайке полипропиленовых труб
Необходимо соблюдать рекомендации по сварке труб из полипропилена и выполнять все шаги инструкций.
Бракованные узлы в системах появляются из-за следующих ошибок:
- Не удаляется грязь и жировая пленка с поверхности соединяемых деталей.
- Обрезка трубных изделий проводится не под прямым углом.
- Конец трубы неплотно вставляется в фитинг.
- Не соблюдается временная выдержка при нагреве элементов на паяльнике.
- Армированный слой не полностью удаляется с изделий.
- Корректировка деталей проводится дольше указанного времени.
На качественных материалах может быть не виден внешний дефект при перегреве, но внутри все равно возникает деформация. Она приводит к уменьшению сечения.
Поэтому при эксплуатации инженерной коммуникации снижается пропускная способность сети. Сужение прохода также становится причиной более быстрого засорения. Это тоже блокирует движение воды.
Если срез выполнен не под прямым углом, трубные изделия стыкуются в скошенной плоскости. В результате у элементов нарушается соосность. Она особенно становится заметной при монтаже длинных участков.
В итоге нередко приходится выполнять демонтаж и проводить весь процесс заново. При нарушенной соосности изделия трудно проложить в штробах.
Обязательно поверхности обезжирить перед пайкой. В противном случае появляются так называемые островки отторжения. На таких участках плохо осуществляется или совсем не происходит полифузное сваривание.
Эта ошибка позволит начать эксплуатировать инженерную коммуникацию, но через некоторый временной промежуток появится течь. Она также нередко возникает при неправильно выставленной температуре паяльника.
Если происходит недостаточное удаление армирующего слоя, остаточная фольга из алюминия способствует возникновению не проваренных участков. В таких зонах чаще всего появляются протечки.
Грубой ошибкой является прокручивание деталей. Такое действие не позволяет получить однородную структуру по всей окружности стыка. Выполненное соединение не будет полноценным, потому что разрушится при повышении давления в системе.
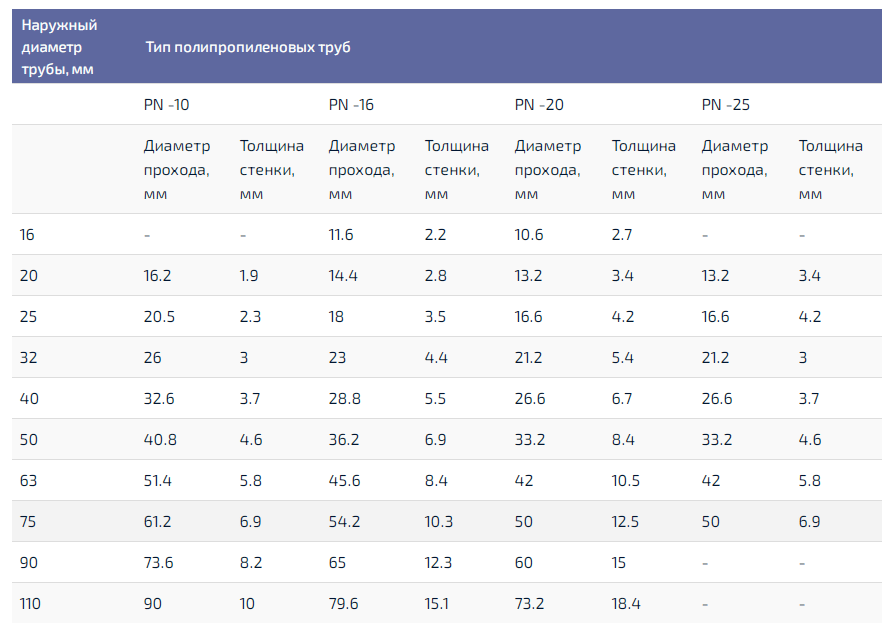
Процесс сварки труб из металлопластика, видео
Металлопластиковые имеют много схожего полипропиленовыми, но слой алюминия у них спрятан глубже, что позволяет использовать слои полипропилена для диффузионной сварки. Процесс спайки проходит под оптимизированной температурой в 260 градусов Цельсия. Перед началом работ паяльник, рассчитанный на напряжение в 220 вольт, устанавливают для разогрева нагревательных втулок (нагревающих элементов). Обычно нужную температуру он набирает в течение 10 минут. В зависимости от наружного воздуха существует необходимость регулировать температуру и время нагрева.
Пока разогревается прибор, специальными ножницами делаются разрезы строго под прямым углом и по размеру, зачищаются от пыли и грязи. Так же следует заранее приготовить фитинги: муфты, тройники и т.д.

Метод подготовки армированных труб несколько отличается. Как уже было отмечено их предварительно следует избавить на концах спайки от «лишних» слоев с помощью шейвера. Это делается для того, чтобы они плотно вошли в соединительные муфты.

Любая полипропиленовая труба должна быть размечена под соединение с фитингом, так, чтобы ее конец доходил до середины + 2 мм дополнительно. Для этого с помощью кондуктора или рулетки на конец наноситься разметка. В случаях использования шейвера, не нужно беспокоиться о точности, ведь он сам, как и нагревательные элементы контролирует глубину нарезки.

В разогретые гильзы (нагревательные элементы) с одной стороны следует вставить полипропиленовую трубу до отметки, а с другой раструб муфты до упора. Если они входят туго, то следует их слегка покачать, но далее не мешать процессу, так как это нарушит целостность соединения.

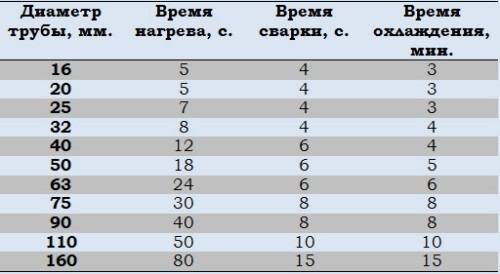
Непосредственно процесс производят, ориентируясь на время согласно этой таблице.
Только специализированный паяльник сможет обеспечить точную выдержку времени и температуры, феном достичь того же результата просто невозможно.
После нагрева детали вынимают из гильз и без задержки соединяют меж собой прямым движением, соблюдая оси элементов. Некоторые производители наносят на продукцию специальные линии, благодаря им легче ориентироваться. Полученное соединение выдерживают по времени согласно параметрам.

В результате должно получиться соединение, где граница спайки обозначена равномерным наплывом вокруг неё.
 Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Как можно было убедиться, температурная сварка доступна и довольно проста. Основное требование — наличие специального оборудования, то есть паяльника.
Как соединять трубопровод
От монтажа составных элементов тоже много что зависит, поэтому расскажем, как правильно соединять комплектующие, чтобы они отслужили весь эксплуатационный период и даже больше.
Сперва уделите немного времени и сил на тренировку. Просто попрактикуйтесь в соединении частей, чтобы сделать все быстро и детали не остыли из-за медлительности исполнения. Для разогрева своего навыка:
- Сделайте трубки необходимого размера, чтобы подогнать под нужный размер, воспользуйтесь специальными ножницами.
- Очистите полученные куски от заусениц, жира, слоя пыли и всяческой грязи.
- Маркером поставьте пометку в месте где будет располагаться фитинг, это стоит делать, если объединение будет происходить муфтовым способом.
- Паяльник должен быть крепко зафиксирован на рабочем месте. Не пренебрегайте инструкцией, чтобы не ошибиться в эксплуатации.
- Насадки нужно закрепить на «Утюжке».
- В пайке полипропиленовых труб таблица примерных величин, станет хорошим советником и помощником, чтобы подобрать нужную температуру для каждого из случаев.
- После нагревания «Утюга» спустя 3 минут, нацепите фитинг и трубочку на насадку и ждите время, которое указанно в таблице. Помните про окружающую температуру среды.
- Быстро снимите разогретые составные части с насадок и скомпилируйте их. Помните, не стоит их сильно давить! Прилагайте небольшие, но ощутимые усилия. При Муфтовом методе допустимо легкое вращение деталей, чтобы они проникли внутрь друг друга.
- Выжидаем немного времени и вот союз двух частей скреплен и надежен.
- Пока температура поделки снижается не трогаем ее лишний раз. Через час трубопровод будет готов транспортировать воду.
Watch this video on YouTube
Распространённые ошибки
Основная ошибка современных малоквалифицированных механиков — игнорирование классических правил технологии работы. Ускоренная доставка вместо тщательного выполнения каждой технологической операции.
Обязательным условием качественного результата является бережное хранение труб в чистом виде, так как очень часто трубы поставляются на сварку далеко не в «парадном» виде.
Правильно подобранная температура нагрева и время воздействия на него деталей также имеют большое значение для получения качественной сварки. Несоблюдение этих обязательных норм приводит к слабому и недолговечному шву.
Продолжительность естественного остывания шва также влияет на его прочность и долговечность.
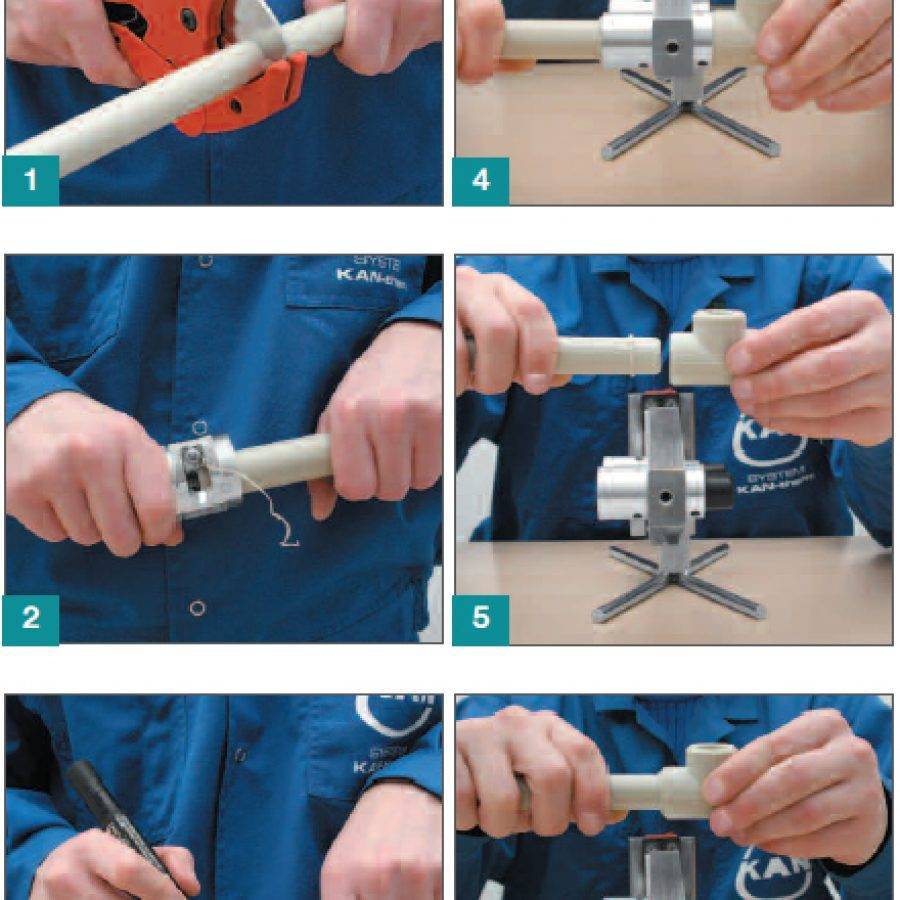
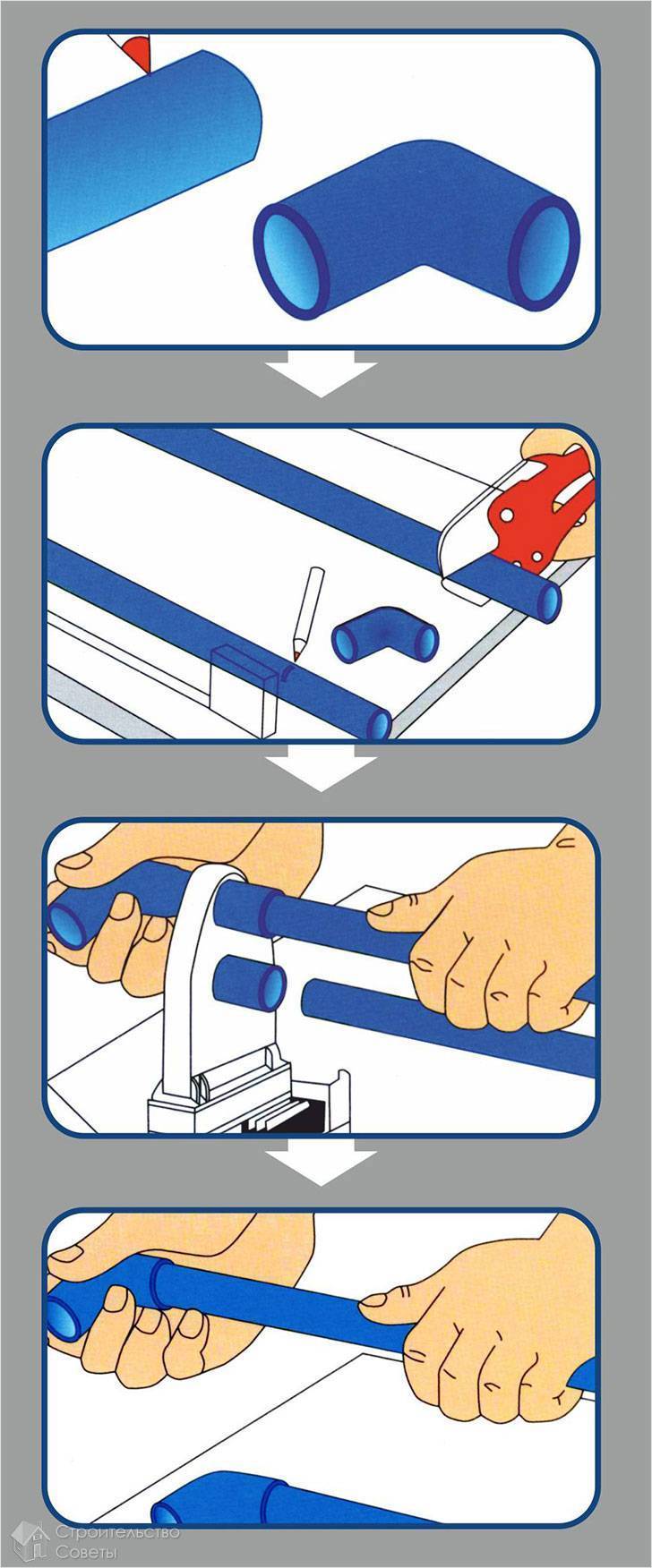
Технология сварки враструб – пошаговая инструкция
Раструбная сварка подразумевает собой соединение трубы и фитинга, путем вставки деталей друг в друга. Такая сварка полипропиленовых труб своими руками считается простейшей, есть еще стыковая система сварки, но используемая там технология может усложнить работу, особенно в домашних условиях. Поэтому ниже мы описали как проходит поэтапный процесс сварки полипропиленовых труб.
Резка труб
Режут материал предназначенным для этого инструментом. Если такового нет, то рез можно сделать ножовкой или другим доступным инструментом, главное – не повредить геометрию и сохранить плоскость реза ровной. Для последнего предназначен фаскосниматель, им же зачищают торец, у которых армирующий слой ближе к внутреннему диаметру. Иначе этот элемент может образовать неплотные соединительные прорехи и вызвать течь.
Полипропиленовую трубу отрезают по размеру специальным ножом с трещеткой
Подготовка труб и фитингов
Перед сваркой трубы, с внешней стороны, обезжиривают спиртом, а фитинги изнутри. Для армированных изделий используется специальный прибор, который снимает упрочнительный слой – шейвер.
Шейвер для зачистки верхнего армированного алюминием слоя
Подготовка сварочного аппарата
Несмотря на то, что большая часть устройств имеют собственные опорные элементы, устройство следует крепко зафиксировать в тисках или струбцинами к столу. Прибор очень легкий, поэтому незакрепленным может легко упасть и сломаться, или вызвать пожар.
В зафиксированный аппарат для сварки ставим муфту и дорн.
Насадки для сварки
Выставляем тумблер на требуемое значение температуры. Для полипропилена это 270 градусов, но бывают случаи, когда требуется более низкая или высокая температура. Эти значения берем из сопроводительной документации к нашему материалу и используя инструкцию к паяльнику, подбираем оптимальную температуру.
Рекомендуем! Разделка и подготовка металла перед сварочными работами
Установка деталей на прогрев
Технология сварки полипропиленовых труб подразумевает, что когда устройство вышло на рабочую температуру (загорелся зеленый индикатор или сработал звуковой сигнал) можно приступать к установке свариваемых деталей на аппарат для сварки труб.
Прогрев деталей
Отрез медленно вставляем в муфту до упора при этом образуется грат – лишний материал, при надевании скатывающийся в валик
Очень важно при надевании следить, чтобы грат имел правильную форму, без разрывов и прочих дефектов. Если деталь вставляется без видимого усилия или грант отсутствует, можно считать ее дефектной и следует заменить ее
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора
То же касается фитинга, который также должен надеваться с видимым усилием на дорн, до упора.
Сварка
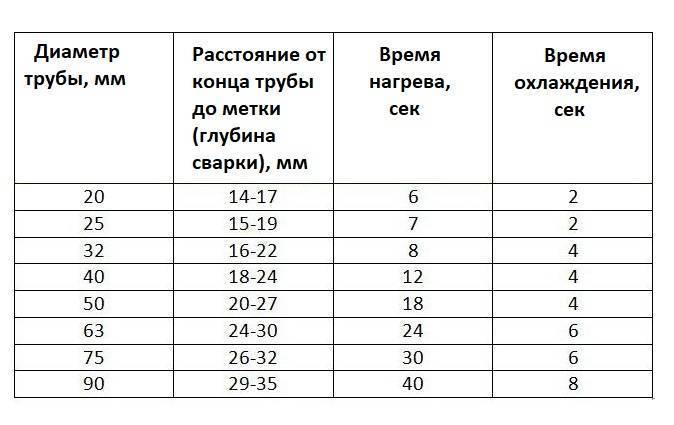
Когда свариваемые элементы установлены на своих местах им нужно дать определенное время, чтобы материал приобрел вязкотекучесть и при этом сварочный пруток из полипропилена не утратил свои несущие свойства. Ниже представлены примерные параметры, подходящие для сварки труб из полипропилена различного диаметра. Стоит учесть, что значения усредненные, а более точные, производитель указывает в сопроводительной документации.








Температура сварки полипропиленовых труб, время остывания, в зависимости от толщины
Для ориентирования в приведенных в таблице терминах, следует придерживаться следующих определений:
- Время нагрева отсчитывается с момента прикосновения детали с упором нагревательного элемента.
- Время соединения – параметр, который показывает как долго следует держать трубы для сварки полипропилена, после их сбора.
- Время остывания – временной промежуток, который следует выдержать для полного застывания и получения монолитной связки.
Сборка деталей
Сняв с нагревательной насадки детали их следует собрать. Для соединения труб пвх фитинг устанавливается под необходимым углом, и единым движением трубы соединяются вместе.
Соединение деталей
При этом запрещено проворачивать детали. Удерживаем детали, сохраняя их неподвижность, но не прикладывая усилия, как при надевании. Время, которое пройдет между снятием со сварочного аппарата, до непосредственно сборки должно быть минимальным. В противном случае детали остынут, и не сварятся или соединение будет низкого качества.
Охлаждение соединения
Важный момент, когда не следует трогать деталь, в том числе пытаться примерить ее и так далее. После охлаждения сваренный контур из полипропиленовых труб своими руками готов к использованию.
Рекомендуем! Как варить чугун электросваркой. Сварка инвертором
https://youtube.com/watch?v=JbCJuV4AgTc
Какая страна производитель лучше
Я начал работать дорогим чешским сварочным агрегатом, потом перешёл на дешёвые турецкие и китайские аппараты. За последние 10 лет у меня было больше 20 разнообразных паяльников для пайки полипропиленовых труб. Ниже я расскажу о каждом из них, а потом подведу итог и обосную в каком случае нужно покупать тот или иной аппарат.
Для лёгкости понимания я буду объяснять простым языком и говорить: пайка ппр, паяльник. Хотя правильно нужно говорить: сварка и сварочный аппарат для ппр труб.
Всё-таки полипропиленовые трубы свариваются, а не паяются. Но я простой человек, поэтому буду говорить так, как меня понимают на стройке. Филологи, извините.
Турецкие
У всех турецких сварочных аппаратов для пластиковых труб, которые мне встречались, было 2 проблемы: некачественные, плохие насадки и плохой терморегулятор. Когда у меня не было денег на хороший паяльник, я покупал турецкий сварочник и сразу к нему покупал хорошие чешские насадки.
С турецких насадок, которые шли в комплекте, буквально через неделю слазил тефлоновый слой. Когда проблемы с тефлоном на насадках, сваривать трубы очень тяжело: они плохо заходят в насадку и сварной стык в большинстве случаев получится некачественным и, скорее всего, потечёт.
Исключение составляет аппарат для раструбной сварки VALTEC.
После покупки этого паяльника тефлон с насадок слез через 2 часа работы. Нагревающий элемент разболтался и высыпались изоляторы. Я им проработал всего 2 часа после покупки. Сваривал полипропиленовые трубы, диаметром 25 мм. Не рекомендую к покупке!
Из турецких сварочников для пропиленовых труб мне больше всего понравился аппарат для раструбной сварки CANDAN. Не могу сказать, что этот паяльник хорош, но он достаточно живуч и прочен.
Китайские
Главное достоинство — необычная форма нагревательного элемента.
На обычных сварочниках насадки размещаются одна за другой и если нужно в труднодоступном месте сваривать сначала пластиковые трубы 20 мм, а потом 25 мм, то приходится менять насадки местами. Иначе не подлезть. А этим паяльником удобно работать: перевернул и работаешь 20 насадкой, ещё раз перевернул и паяешь 25 насадкой.
Но у этого паяльника так сделан нагревательный элемент, что больше 40 мм насадки на него лучше не ставить. Я им довольно долго работал, и мне кажется, что для труб 20 и 25 мм, это то, что надо. Для больших диаметров лучше использовать другие сварочные агрегаты.
Евгений Гулов Автор блога, специалист по монтажу систем отопления, водоснабжения и канализации. Сделаю теплотехнический расчет или проект системы отопления.
Некоторые монтажники считают, это бытовая модель, но я им работал на стройках по 8-10 часов в день по несколько недель подряд и он нормально работал при пайке труб 20-25 мм.
Чешские
Из чешских свароников для пластиковых труб у меня были только Ecoplastic и Dytron. Хотя, по сути, это один и тот же паяльник. Dytron много лет выпускал свои аппараты для сварки полипропиленовых труб для бренда Ecoplastic.
Только для Экопластика они делали зелёную ручку, а все сварочники под брендом Дитрон получали синюю ручку.
Этот паяльник лучший из всех, которые у меня были.
Во-первых, в комплекте идут хорошие непарные насадки. Их ещё иногда называют колодочного типа. Во-вторых, хорошая комплектация: у меня в комплекте насадки от 20 до 63 диаметра, насадка для стыковой пайки труб, очень удобная подставка. Которую можно держать ногой.
Зажимные тиски, которые можно прикрутить к паяльнику и затем закрепить его практически в любом месте, для удобства сварки. У этого сварочного аппарата защищённый от расплавления электрический кабель, который не плавится, если до него дотронется насадка.
Ещё в нём есть звуковая функция звукового оповещения времени сварки, которой мало кто пользуется. Главное, что он точно (плюс минус 1,5°С) держит выставленную температуру. Мало какие другие паяльники так могут. А для качества сварки это самый важный параметр.
Немецкие
Я один раз видел коллег со сварочными аппаратами для полипропилена Rothenberger.
Ребята хвастались какой у них замечательный паяльник, но я заметил, что он подозрительно похож на паяльник, который стоит в 3 раза дешевле. О нём сейчас и расскажу.
Лучший из бюджетных
Был у меня ещё один паяльник, который мне понравился по качеству и надёжности. Это аппарат для сварки ппр Heisskraft.
Им довольно много работали на стройках как я, так и другие бригады. Он не разболтался, не появилось люфтов. Насадки в комплекте у него неплохие. Не знаю, где его делают, поэтому вынес его в отдельный пункт.
Маркировка
Буквенно-цифровые маркировки на наружных стенках несут информацию обо всех параметрах товара, поэтому в первую очередь следует обращать на них внимание при выборе. В соответствии с международными стандартами полипропилен был обозначен как аббревиатура его английского названия — PPR
Вариаций много, поэтому к нему добавляются разные комбинации, но первые буквы в них обычно ПП, например: ППРК, ПП-Н, ПП-Б, ПП-3 и т.д
В соответствии с международными стандартами полипропилен был обозначен как аббревиатура его английского названия — PPR. Вариаций много, поэтому к нему добавляются разные комбинации, но первые буквы в них обычно ПП, например: ППРК, ПП-Н, ПП-Б, ПП-3 и т.д.
Сузить круг релевантных рассматриваемых вариантов и более четко ориентировать пользовательскую градацию в соответствии со следующими соображениями:
- по допустимому давлению перекачиваемой среды;
- при допустимых температурах.
По указанным выше параметрам существует 4 основных вида проката из полипропилена.
При значительном давлении потребуются более толстые стенки, и этот параметр тоже влияет на условный переход. Индикаторы можно найти во многих общедоступных таблицах в Интернете.
Полипропилен является наиболее распространенным материалом для труб для водопровода, но он все же имеет недостаток, в той или иной степени характерный для всех полимерных изделий, — высокое линейное расширение при нагреве.
По стоимости (если без армирования) он лучше полиэтилена, но уступает поливинилхлориду (хотя изделия из последнего обычно считаются несколько уступающими).
При холодном водоснабжении объектов нет необходимости, а при горячем водоснабжении нагрев приводит к прогибам, искривлениям на длинных и сложных участках. В материале также будут внутренние напряжения, которые сократят срок службы.
Проблему решают грамотной компенсацией: ставят доборные элементы в виде петель, удлиняют некоторые секции.

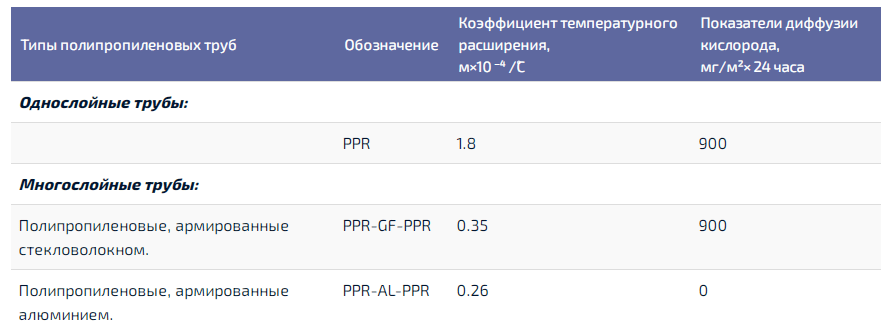
Кроме того, армированные трубы используются для минимизации эффектов теплового расширения. Если армирующий слой металлический, то его обычно называют металлопластиковым. Основные слои могут быть как ПП, так и ПНД, ПВХ.









Армирующий слой может быть из стеклопластика, тогда это не МП, а труба, армированная определенным материалом, назвав этот факт, следует уточнить этот факт.
Важно разместить слои арматуры для пайки. Слой стекловолокна всегда проходит примерно посередине толщины стенки, поэтому никак не влияет на сварку
А вот у изделий МП, армированных алюминием, слой фольги часто располагается близко к поверхности, поэтому его необходимо очищать специальными насадками – шейверами.
Также возможны варианты, когда металлическая часть находится близко к центру стеновой доски, тогда края срезов нужно обработать триммером. Технология, учитывающая эти нюансы, будет рассмотрена ниже.

Армирование снижает линейное расширение, а такая фольга (алюм.) особенно препятствует проникновению молекул воздуха, вызывающих повышенное газообразование и повышенную интенсивность коррозии, особенно на металлических частях системы.
Поэтому армированные таким образом изделия всегда рекомендуются для отопления (там, где есть металлические радиаторы).
Для водоснабжения подойдет армирование стекловолокном, которое особо не влияет на диффузию, но в приемлемой степени уменьшает расширение.
Образцы и примеры маркировки и расшифровки полипропиленовых труб доступны в Интернете. Пример:

Трубы обычно продаются отрезками по 2 или 4м. Большинство магазинов предлагают отрезки, кратные 1м. Также доступны все возможные комплектующие и фитинги для соединения: полностью полипропилен и комбинация металлов.
Например: муфты (под резьбу, переходники, с гайками), муфты, крестовины, тройники, колена (90°, 45°), заглушки, петли, замки, коллекторы, фильтры грубой очистки. Все эти детали «заточены» под пайку на ПП трубах.
Стоимость приемлемая, поэтому можно купить с наценкой, чтобы «набить руку».






